
穴あけ加工
穴あけ加工は金属や木材、プラスチックなどの素材に穴を開ける加工である。機械加工の基本的な加工で、代表的な工具としてはドリルが挙げられ、ハンドドリル、電動ドリル、卓上ボール盤があるが、旋盤、フライス盤、マシニングやNCなどにも基本的な機能として備わっている。普通は、貫通穴やねじ穴の大きく二種類があり、はめあいや使うネジに合わせて形状や精度を合わせる。
穴あけ加工の概要
穴あけ加工は、主に回転運動を利用して工具を材料に押し付け、材料を切削して穴を形成する。代表的な工具としては、ドリル、リーマ、タップ、ホールソーなどがある。目的や加工精度、仕上がりに応じて使い分けられる。その歴史は古く、古代メソポタミアなどから人類に使われていた。
穴あけ加工できる工作機械
穴あけ加工ができる工作機械には、専用機としては各種のボール盤があるが、旋盤、フライス盤、マシニングセンタなど代表的な工作機では使われている。もっとも基本的な工作機械は、卓上ボール盤で加工精度は劣るものの、安価で省スペース、操作性もよい。手動でやる場合は、キリやハンドドリル、電動ドリルがあるが、位置決め精度はでない。
穴の種類と加工方法
穴には基本的な貫通穴・通常、貫通穴、ザグリ穴・深ザグリ、皿もみ、ねじ穴、はめあい穴、逃げ穴などある。
貫通穴・止まり穴、テーパ穴
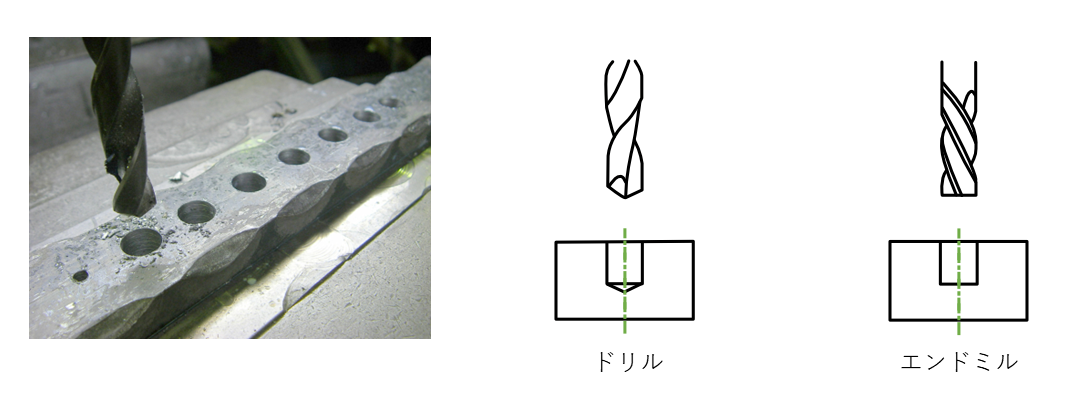
貫通穴とは、一般的な穴で物を通すためにあけることがある。一般的には、ドリルで穴をあけることが多いが、キリ穴と呼ばれ、精度はあまりやくないが安価である。精度を問う場合は追加でリーマ加工を行うか、もしくはエンドミルで穴あけ加工を行う。また、貫通していないものを止まり穴、角度をついたものをテーパ穴という。

ザグリ穴・深ザグリ
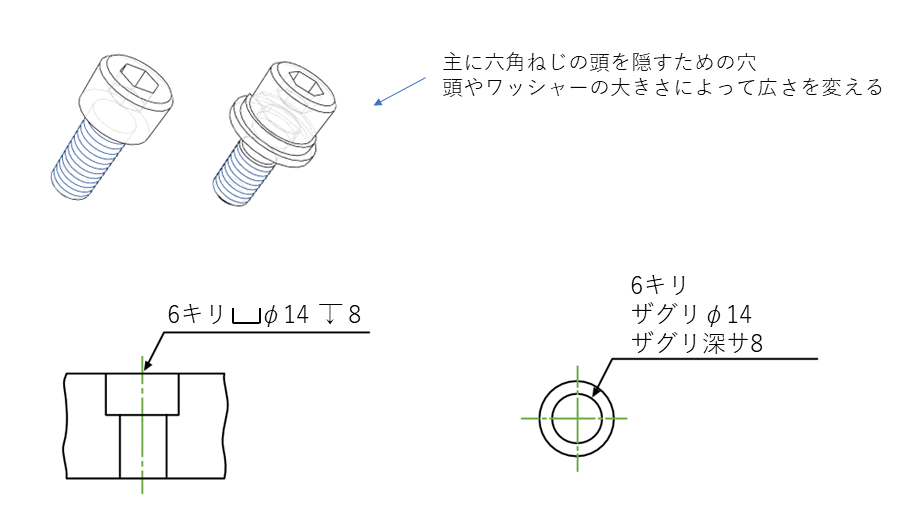
ザグリ穴とは、部材の表面をわずかに加工した穴で接触の平面状態をよくするために用いる。深ザグリは、表面穴に加えて、さらに大きな穴をあけた穴で、通常、六角ボルトの頭を隠すために使われる。ザグリドリルという専用のドリルもある。
皿もみ
皿もみとは、皿小ねじの頭部を沈める加工である。皿もみドリルという専用のドリルがある。

ねじ穴
ねじ穴とは穴にタップ加工(めねじを作る加工)をした穴である。ねじ締結を目的としている。小さなねじ穴を作るのは加工が難しいため、M4以上のものが推奨される。タップ加工の他、旋盤でも作ることができる。

はめあい穴
はめあい穴とは、軸と穴の関係でH7公差など厳しい公差で作られた穴である。この穴に軸やピンを入れることで位置決めを行う。ドリルで空けた穴の追加工としてエンドミルやリーマなどで空ける必要がある。リーマは、より精度を出すための工具で、穴や穴の内面をなめらかにしたいときに用いる。
逃げ穴
逃げ穴とは、普通に穴をあけられないとき、逃げを作るための穴である。たとえば、小さなドリル径の長い穴をあけるとき、はじめに大きなドリル径で大きな穴をあけ、追加で小さなドリル穴を空ける。
ちょっと気になったので加工に詳しい方、教えていただけると嬉しいです。
四角穴の削りをお願いする場合には4隅に逃げを設けますが、A,Bどちらがやりやすいですか?
私は昔Bにしてほしいと言われたことがあるのでBで描くことが多いのですが、他であまり見かけたことがないもので気になりました。 pic.twitter.com/2XWhHTXwJY— 技術士のススメ (@mech_eng_PE) February 9, 2021
穴あけ加工の機械
穴あけ加工を行う際には、様々な工作機械が使用される。ボール盤はその中でも代表的なもので、ドリルを垂直方向に動かし、正確な位置に穴を開けることができる。他にはCNC工作機械があり、コンピュータ制御により非常に高精度な穴あけが可能である。フライス盤や旋盤では、特定のドリルを用いることで、複雑な形状の穴を加工することができる。
とりあえずここまで
次はチャック側の設計1年以上前に買ったレーザーモジュールがラインだとばかり思ってたけどまさかのクロスラインだった。
これだと高さが変わると位置変わるから、また今度変えるかーぁ🥹
でもカッコいいからいいや😇
ノギスと集塵が主役だしなっ❗️#ボール盤#DIY pic.twitter.com/7otPPIKYS5— MISAWAY DIY 🪚📷📽 (@misawaydiy) February 8, 2024
穴あけ工具の種類
穴あけ加工に使用される工具は、目的や素材に応じて多種多様である。代表的な工具には、ハイスドリル、カーバイドドリル、コバルトドリルなどがあり、それぞれ異なる材質やコーティングが施されている。例えば、カーバイドドリルは高硬度の材料に対して優れた耐摩耗性を持ち、長寿命で高精度な加工が可能である。また、ホールソーやステップドリルなども、特定の用途に合わせた形状や構造を持つ工具として使用される。

穴の深さ
穴の深さは工具に依存する。一般的なドリルの場合は、空けたい大きさの3倍から5倍ぐらいが目安(φ8だと24㎜から40㎜以下程度)であるが、浅いほうが精度が良い。一般にエンドミルは精度がよいが深い穴は不可で、深さが必要な時はロングドリルを使う。

ドリルと穴の関係
- JIS標準ドリル:外径の3~5倍。最大では10倍ぐらいのものある。
- ISO標準ドリル:JISドリルより2,3割浅いが剛性が高く精度が良い。
- スタブドリル:通常の半分短い穴で精度の高い。マシニングセンタによく使う。
- ロングドリル:深さを出すため、剛性を高く、切りくずの排出を容易にした特殊なドリル。
穴あけ加工における注意点
穴あけ加工を行う際には、いくつかの注意点が存在する。まず、加工する材料の特性に応じた適切な工具を選ぶことが重要である。例えば、硬度が高い材料に対しては、通常のドリルでは加工が困難であり、特殊な工具や潤滑剤を使用する必要がある。また、ドリルの回転数や送り速度も適切に設定しないと、工具の摩耗や破損が早まるだけでなく、加工精度が低下する恐れがある。
加工中の冷却と潤滑
穴あけ加工には、冷却と潤滑が重要な役割を果たす。加工中の摩擦により、工具と素材の温度が上昇し、工具の寿命を短くする可能性がある。これを防ぐために、冷却液や潤滑剤を使用し、摩擦を軽減させることが一般的である。これにより、加工の精度を維持し、工具の劣化を防ぐことができる。特に、高速での穴あけや硬い材料に対しては、冷却と潤滑が不可欠である。