フライス盤
フライス盤(ミリングマシン)は、工具に回転運動を与え、工作物に直進送り運動を与え加工する機械で、基本的には角物部品の切削を目的として使用される。フライスとは多数の切ればを持った工具全般のことを言い、フライス盤の加工では、一般に何枚もの切れ刃を持つ多刃工具が使用される。フライス盤のうち、工具の主軸が縦のものを立てフライス盤、水平のものを横フライス盤があるが、すべて自動で行われるNCフライス盤やマシニングセンタなどが主流となっている。(参考:フライス加工の設計)
基本構造
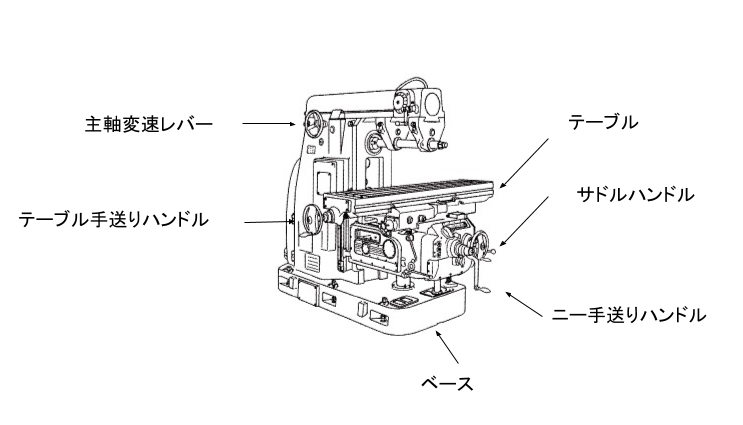
フライス盤は、ベース、コラム、ニー、サドル、テーブル、主軸で構成される。立てフライス盤は、主軸頭が設けられ、横フライス盤は、オーバーアームとアーバが設けられる。
旋盤とフライス盤の各部名称とかも全部把握してた pic.twitter.com/x8jV4blKSM
— こうくん (@kokko_rainer) May 23, 2022
フライス盤の種類
| フライス盤の種類 | 特徴 |
|---|---|
| 立てフライス盤 | 回転させる工具が床に対して垂直方向である。 |
| 横フライス盤 | 回転させる工具が床に対して水平方向である。 |
| 万能フライス盤 | テーブルが預けられ、多様な加工ができる。 |
| プラノミラー | 大きなワークが加工できる大型のフライス盤 |
| NCフライス盤 | NCプログラム(数値データ)により自動で加工できる |
| マシニングセンタ | NCプログラムにより自動で加工でき、工具の自動交換が可能である |
フライス加工の種類
フライス加工の種類は下記のとおりである。

切削加工:1切削速度と主軸回転数
フライス盤での加工は切削速度および主軸回転数、テーブル送り速度、切り込み量が重要事項である。それらの設定で製品の仕上がりの質が左右されるので、加工には正確な技術が求められる。
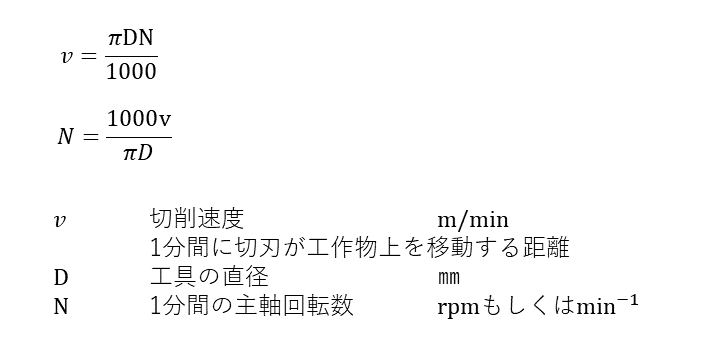
1切削速度と主軸回転数
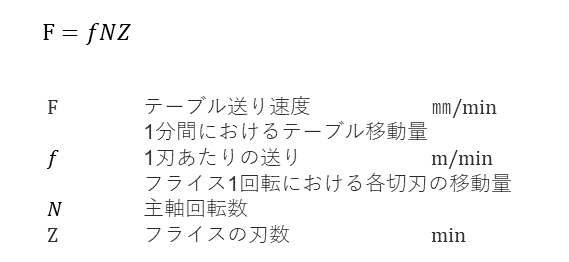
1刃あたりの送りとテーブル送り速度
切込み量
単位時間に削れる切り屑の排出量は、【切込み×送り】で切削断面積、それに切削速度を加味して決定される。切削効率を高めるには切り屑の排出を以下に大きくするかである。しかし、フライス盤の能力、剛性でそれらは制限される。一般に加工能率・加工精度に応じて切削速度、送りを決め、ついで切込みが決定される。
多刃切削工具
フライス盤で使われる刃は、一つの工具に多くの刃がついたもので、フライスという。平フライス、側フライス、正面フライス、エンドミルがそれぞれ形が異なっているがそれぞれ平面を作り出すことが出来る加工方法である。

フライスの種類
| フライスの種類 | 特徴 |
|---|---|
| 平フライス | 振動を少なくするためにねじれ刃にしてあるフライス |
| 側フライス | 側面切削に広く用いられる。側フライスを組合わせて一種の成形フライスとした。 |
| 正面フライス | カッターボディに切れ刃のチップ (インサート)が固定され、広く削るのに用いる。 |
| 角度フライス | 斜めに形づくられた工具の形を工作物に転写して、V字形の溝や傾斜面を形成する |
| 曲線フライス | 刃の面を半径方向にとぎ、研削によって変形しない |
| 底刃フライス | 端面およびみぞなどの切削に用いる。 |
| Tみぞフライス | T溝をほるためのフライスである。 |
| キーみぞフライス | キー溝を作るためのフライス |
| エンドミル | 外周および端面に切刃をもった工具で、ドリルのように部材を加工していく |
| すり割りフライス | 横フライス盤で使う刃物で、細い溝を加工する |
| メタルソー | フライス刃先よりも回転中心に向けて薄くなり、加工した面と刃先の干渉を防ぐ |
チャッキング
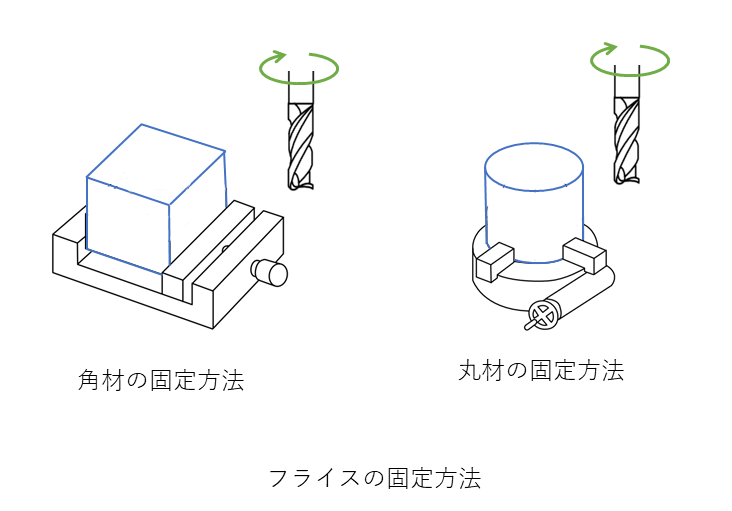
工作物の固定をチャッキングという。普通、万力(バイス)に固定してからテーブル上に設置するのが一般的である。バイスを取り付けるには、削った際にワークの側面がまっすぐになるように、フライス盤のテーブルの左右の移動方向とバイスの面とが平行になるよう取り付ける。通常バイスの底面にはキー溝が加工してあり、そこにキーを取り付け、そのキーをT溝に合わせることによりテーブルの動きと平行になる。
小さな部材の固定
小さな工作物をチャッキングするときは、かさ上げするためにパラレルブロックと呼ばれる2本の平行台を置く。
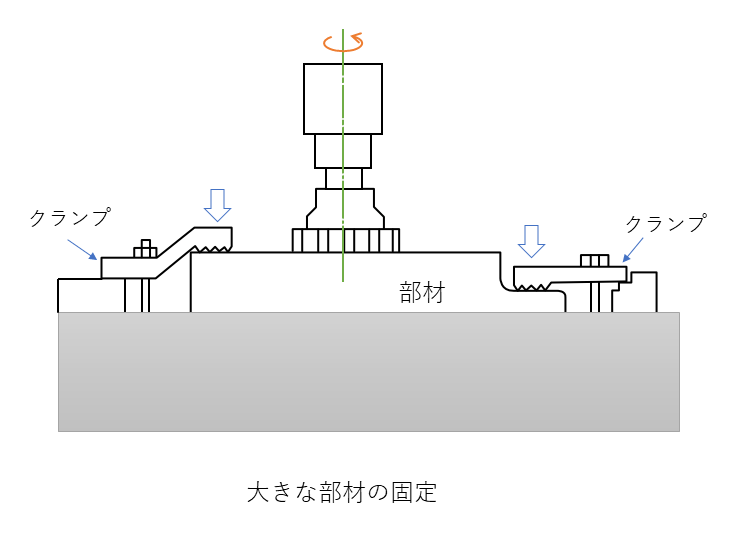
大きな部材の固定
工作物が大きい場合には直接フライス盤のテーブルに固定する。工作物にきずがつかないよう口金に柔らかい銅板やアルミ板をはさみ込む。
パラレルブロック・ステップブロック
大きな部品を加工する場合、パラレルブロック(高さが揃えられた2枚一組のプレート)やステップブロックを用いて、テーブルに固定する。ワーク底面をテーブル面から離すのは、例えば貫通穴をあけるときに、テーブルが傷ついてしまうのを避けるためである。パラレルブロックは、バイスを使う場合にも用いられる。ステップブロックは、取付具の高さ調整に合わせるためのブロックである。
コメント(β版)