
製図における寸法
製図における寸法とは、企画や計画、機械・建築物の目的を果たすためにそれぞれの尺度(寸法)が図面に書き込まれた数字である。単位はミリメートル(mm)を扱い、単位記号は省略される。一般に狙いの数字と許容される公差が書き込まれる。寸法は第三者にわかるように明瞭に書く必要があり、JIS規格に準じなければならない。
寸法記入の線の種類
寸法記入は、寸法線・寸法補助線・引出線・寸法補助記号などと寸法を表す数値(寸法数値)によって示される。これらは出来るだけ正面図(主投影図)に集中して指示する。
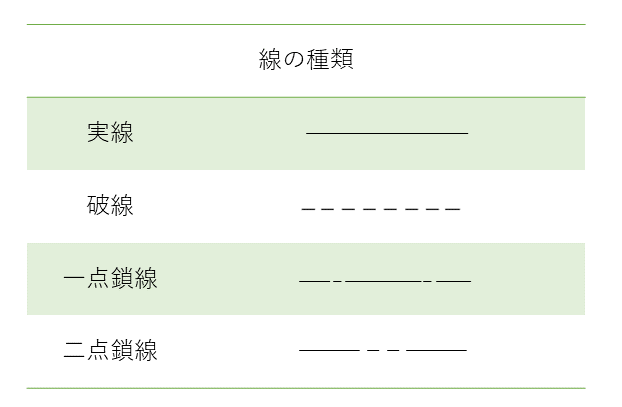
- 寸法線:寸法を記入するための線。その長さや角度などを測定する方向に平行に引く。
- 寸法補助線:寸法線を記入するため図形から引き出す線。
- 引出線:記述・記号などを示すために引き出す線である。
- 参照線:引出線につなぐ水平な直線。その上側、または端に指示事項を表示するための細い実線。
- 端末記号:寸法線の先端につけられた記号である。通常は、矢印(30°の開き矢)で表されるが、寸法補助線の間隔が狭いときは黒丸、斜線を用いる。
単位
製図において、寸法の単位は、通常、mm(ミリメートル)単位で記入し、単位記号を寸法上に付けない。寸法数値の小数点についてはコンマはつけず、字間を空けて明記される。また、寸法数値のけた数が多い場合でもコンマをつけない。なお、角度の寸法数値は、一般に度(°)の単位で記入し、分(’)、秒(’’)を併用する。
寸法線の記入
寸法線は主投影図に集中して指示する。そのとき、長さ方向、または角度と平行に引くが、寸法線の両端には矢印を付け、点や線の中心から引き出す。このとき、寸法補助線の間隔が狭くて、矢印を記入する余地がないときは、矢印の代わりに黒丸または斜線を用いてもよい。また、図形と寸法との読み取りを混乱しないように、一定の距離をおかなければならない。なお、図面には、特に明示しない限り、その図面に図示した対象物の仕上がり寸法を示す。機能上、必要な寸法は必ず記入する。また参考寸法は( )をつけて記入する。
寸法補助線の記入
寸法補助線は寸法線の交点より2~3mm程度長く引き、寸法数値、加工方法、注記や照合番号などを記入するために用いる。引出し線は、図形から斜めに引出し、寸法数値や注記などは引出線を水平に折り曲げてその上に記入する。
寸法補助記号の記入
寸法補助記号は、寸法数値に付け加える簡単な記号で、寸法の意味をより鮮明にするために用いられる。しばしば、寸法数値の後ろや上部に付けて示される。その他の寸法記入も多岐にわたり、直径・正方形・半径・弦・円弧・穴・球の寸法記入、角度・テーパ・こう配・面取りの寸法記入、図形がその寸法数値と比例しない部分の寸法記入、文字記号による特殊な寸法記入、座標による寸法記入などがある。
公差の記入 20±0.1
公差は一般に、±で表記される。寸法数値を中心にして、上限側に許される幅と下限側に許される幅をそれぞれ表しており、このとき上限側の幅と下限の幅が同じ場合は±(プラスマイナス)と表示される。20±0.1の場合は、20.1から19.9の範囲で収まるように加工することを意味する。寸法数値を中心として上限側に許させる幅と下限側に許される幅が異なるときは、寸法数値の右隣に2行で書かれる。このとき上の行は上限側に許される幅が示され、下の行は下限側に許される幅が示される。上図の場合、20.3から19.8がその許容範囲であり、加工者はこの範囲で加工を行う。
はめあい公差
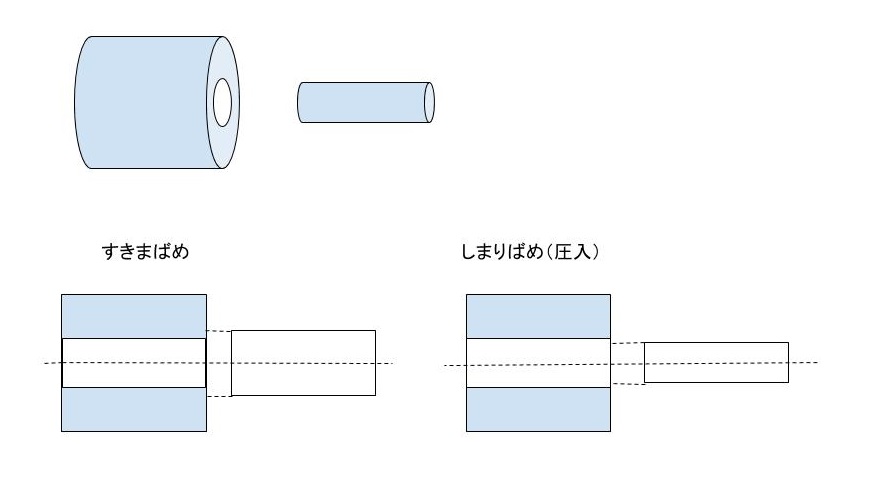
はめあい公差は、穴と軸のはまりあう関係をいう。穴径が軸径よりも大きく隙間がある場合を「すきまばめ」、軸径が穴径よりも大きくしめしろが場合で、「しまりばめ」「圧入(あつにゅう)」とよぶ。設計および加工の効率化をはかるため、はめあい公差はJIS規格が決まっている。JIS規格で決められた穴の公差記号は英字の大文字で表され、AからZCまで28分類あり、軸の公差記号は英字の小文字で表され、aからzcまで28分類ある。
寸法記入のポイント
寸法記入は最低限作ることができる、というのが重要であるが、読みやすく、ミスが起こりにくい図面を書くことが重要である。それぞれの寸法線には意味が込められており、それを設計者、加工者、組立者を中心にわかりやすい図面が質の高い図面である。
明瞭に書く
寸法に関する線は、対象物の機能、製作、組立などを考えて、図面に必要不可欠な寸法のみ指示する。また、対象物の大きさ、姿勢、位置を最も明確に表すのに必要十分な寸法を記入し、無駄な寸法を記入して混乱させないようにする。関連する寸法は、なるべく1カ所にまとめて記入する。
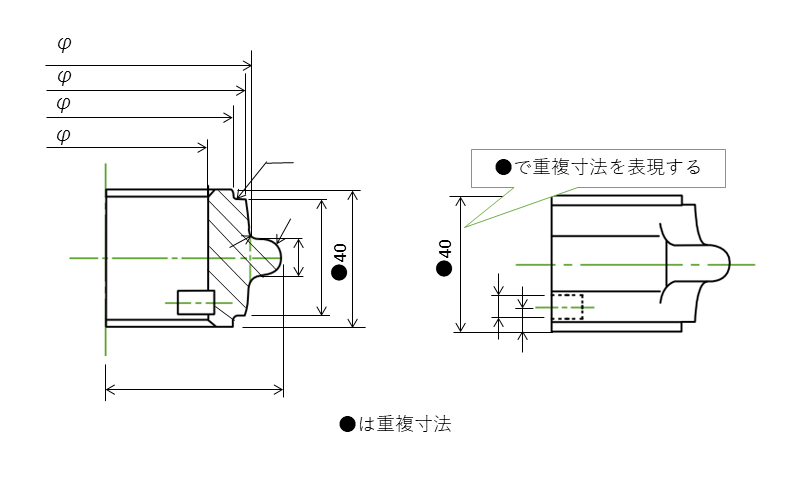
重複記入を避ける
寸法は、重複記入を避ける。例外的に一品多葉図等で重複寸法を記入したほうがわかりやすい場合は寸法の重複記入を示すこともあるが、その場合、重複寸法であることを表す記号として黒丸を付ける。(わかりやすくするため重複している旨を文字で記入するとよい。)
●で重複寸法で表現する
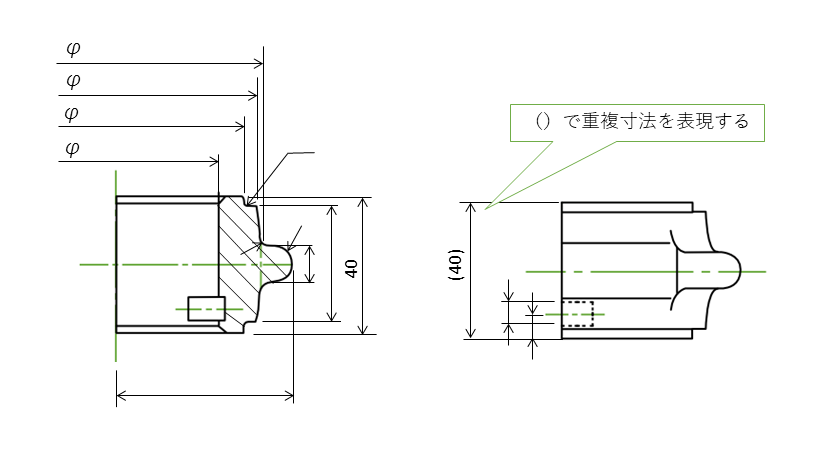
参考寸法で表現する
加工者への配慮
寸法は、加工者のことを考え、計算が必要ない形で書くことを原則とする。また同様の理由から、工程ごとに配列を分けて記入するのが望ましい。
寸法記入のルールの詳細
上記以外にも重要な寸法記入のルールが決められている。
円弧の寸法
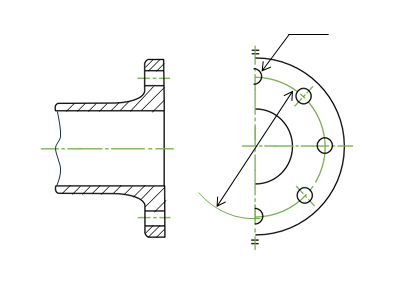
円弧の部分の寸法は、円弧が180°までは半径で表し、円弧が180°を超える場合には直径で表す。ただし、円弧が180°以内であっても、機能上や加工上、特に直径の寸法が必要なものは、直径の寸法を記入する。
半径および直径の記入例
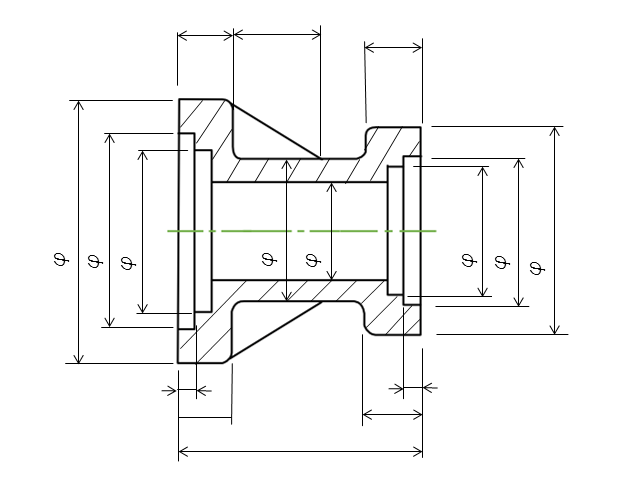
直径の記入例
参考寸法
参考寸法は寸法数値にかっこをつける。なお、参考寸法は、あくまでも参考程度であり、検証の対象としない。
理論的に正確な寸法
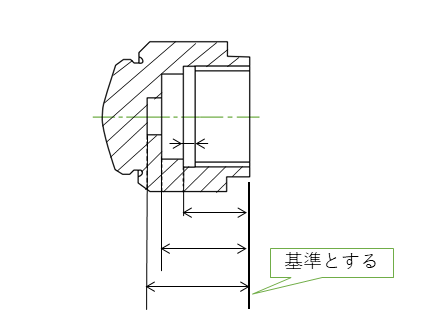
寸法のうち、理論的に正確な寸法は寸法数値を長方形の枠で囲む。理論的に正確な寸法とは、形状の位置また方向を幾何公差(輪郭度、位置度、輪郭度、傾斜度)を用いて指示するとき、その理論的輪郭、位置または方向を決めるための基準とする正確な寸法と定義される。
加工以前の形状
寸法は、原則、その図面に図示した対象物の仕上がり寸法を記入する。ただし、互いに傾斜する2つの面の間に丸みや面取りが施されているときは、加工以前の形状を細い実線で表し、交点から寸法補助線を引き出す。
加工方法、注記、部品の番号など
加工方法、注記、部品の番号などを記入するために用いる引出線は、斜め方向に引き出す。このとき、線から引き出す場合には矢印を、内側から引き出す場合には黒丸を引出個所に付ける。また、寸法線から引き出す場合、端末記号は付けない。
寸法線はなるべく交差しない
寸法線はなるべく交差しないようにする。やむを得ず交差する場合、寸法数値は交わらない個所に配置する。
図の中に配置
寸法線は、通常、寸法補助線を使って図の外側に配置する。ただし、便宜上、図の中に配置することができる。
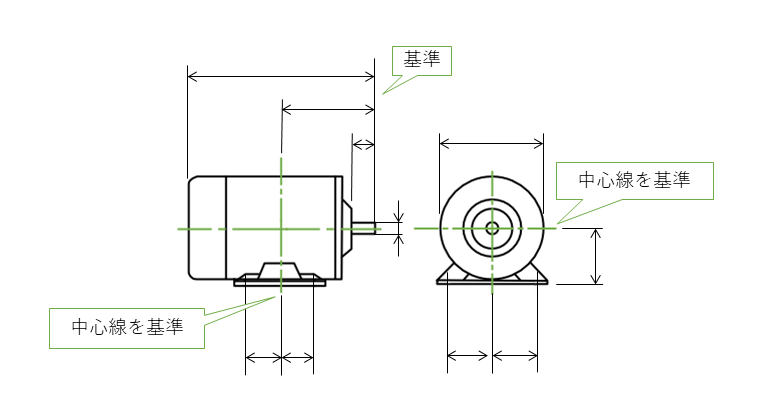
延長上に配置しない
寸法線は、中心線、外形線、基準線の上または延長上に配置しない。
実線に重ならない
寸法数値がほかの線と重ならないようにする。
鋳造部品図
鋳造部品図では、最終機械加工図、鋳放し図、前加工図などがあり、それぞれ最終仕上がり寸法、鋳放し寸法および前加工寸法が指示される場合がある。
機能寸法、非機能寸法、参考寸法
寸法は三種類、機能寸法、非機能寸法、参考寸法の3つに分かれる。機能寸法Fは確保してほしい寸法、AUXは参考寸法で参考にいれている寸法で確認したい寸法、NFは非機能寸法といい、帰納的には不必要で、加工上必要な寸法である。
コメント(β版)