熱処理
熱処理とは、金属を加熱・冷却することで、その機械的性質を改善することである。炭素鋼は、適当な温度で加熱・冷却することで、その機械的性質を調整できる。炭素鋼の熱処理では、焼入れ、焼戻し、焼なまし、焼ならし、ゼロサム処理がある。また炭素鋼は、鋼以外の一部の熱処理型の銅合金やアルミニウム合金のもつ変態(結晶構造の変化)も熱処理によって製造される。
炭素鋼
炭素鋼は熱処理によって一定の性質を得ることができる。炭素鋼は、面心立方格子(TCC)構造をもつオーステナイト状態から急冷すると、体心立方格子(DCC)構造のマルテンサイトに変化する。また、マルテンサイトは炭素を固溶したままDCC構造をもつため、硬度が高くなる。
主な熱処理
主な熱処理は大きく焼なまし、焼ならし、焼入れ、焼もどしの四つに分類され、Fe-C系平衡状態図を基づいて行う。それぞれの工程に時間軸があり、緩やかな温度変化と急速な温度変化と区別され、この状態変化を適切に変化させることによって質の良い炭素鋼ができる。なお、冷却速度が緩やかな順に、焼なまし・焼ならし・焼入れである。(熱もどしは冷却条件の違いによって説明できない。)
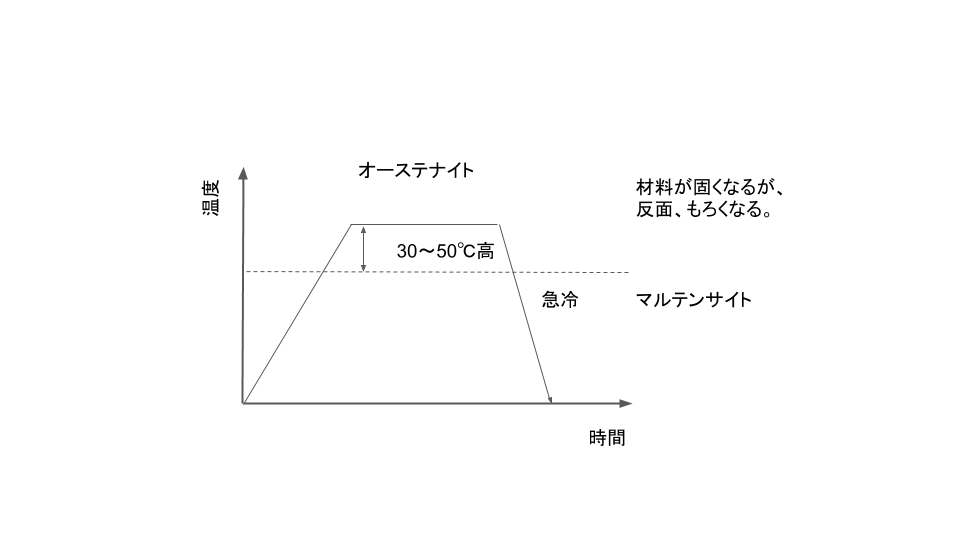
焼入れ
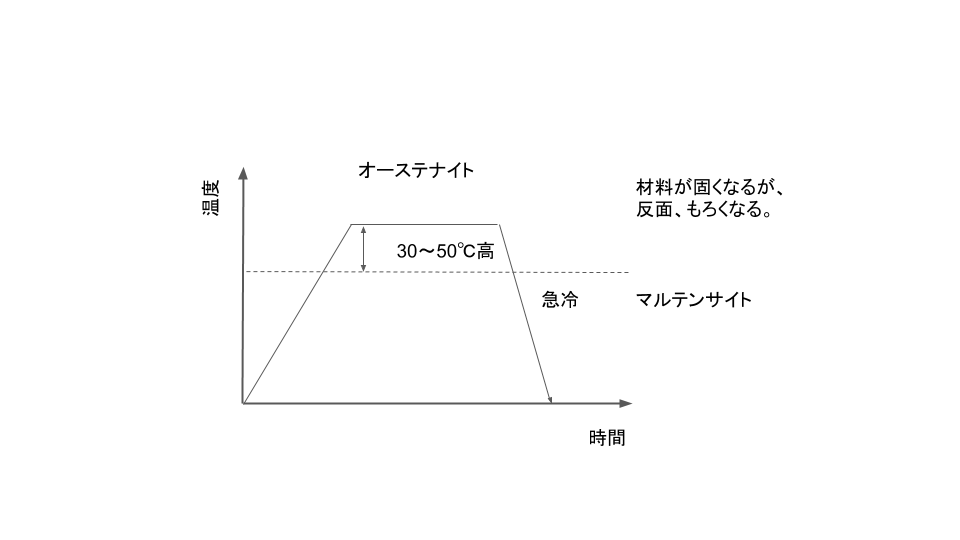
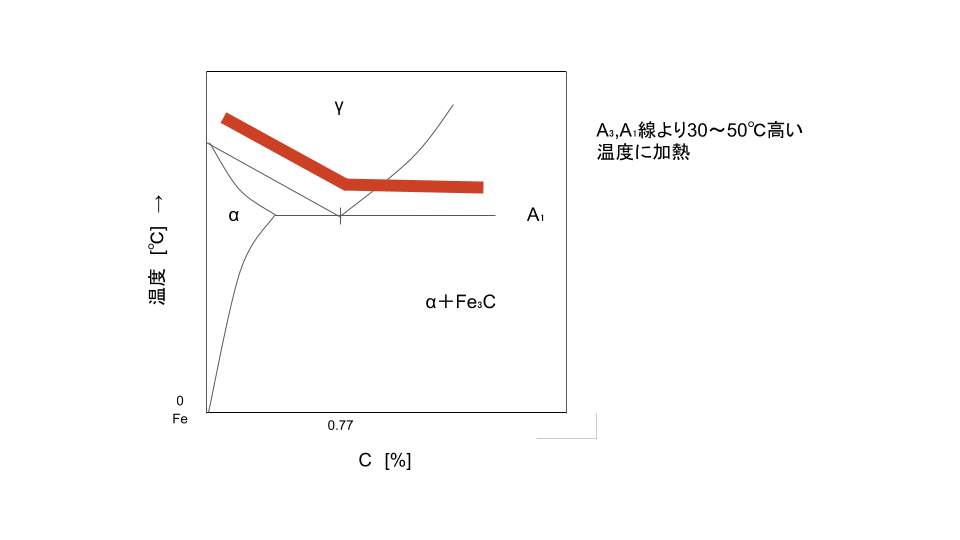
焼入れ(quenching)とは、炭素鋼をオーステナイト化の温度から水や油によって急冷し、マルテンサイト組織に変態させて硬化させる熱処理である。炭素鋼の鋼は硬くなるが、靭性(粘り強さ)は低下する。焼入れは、0.77℃未満の亜共析鋼の場合、A3線より30~50℃高い温度まで加熱、共析鋼および過共析鋼の場合にA1線より30~50℃高い温度まで加熱することを指す。損失した靭性を取り戻すため、一定の時間を保持した後、急冷を行う。(焼き戻し)
焼き入れの操作
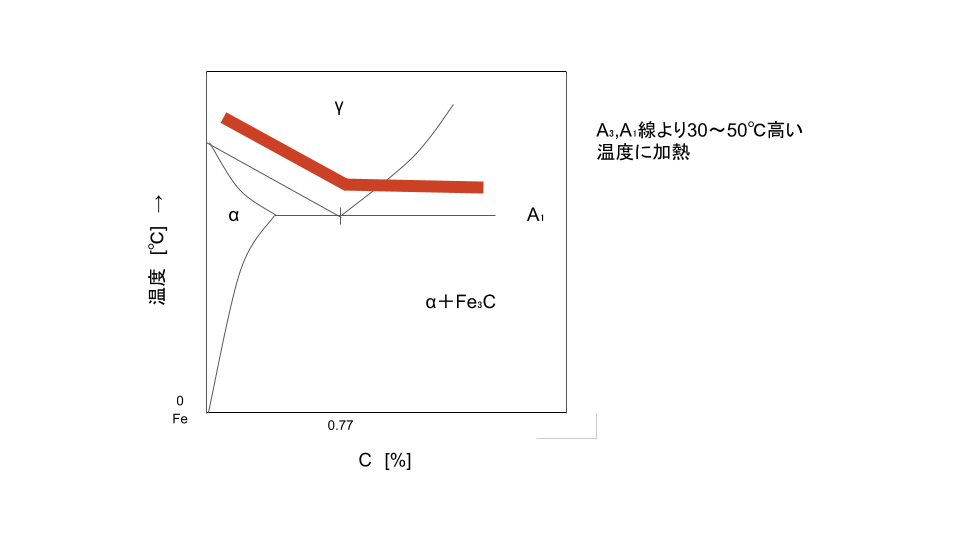
焼入れの加熱温度
焼戻し
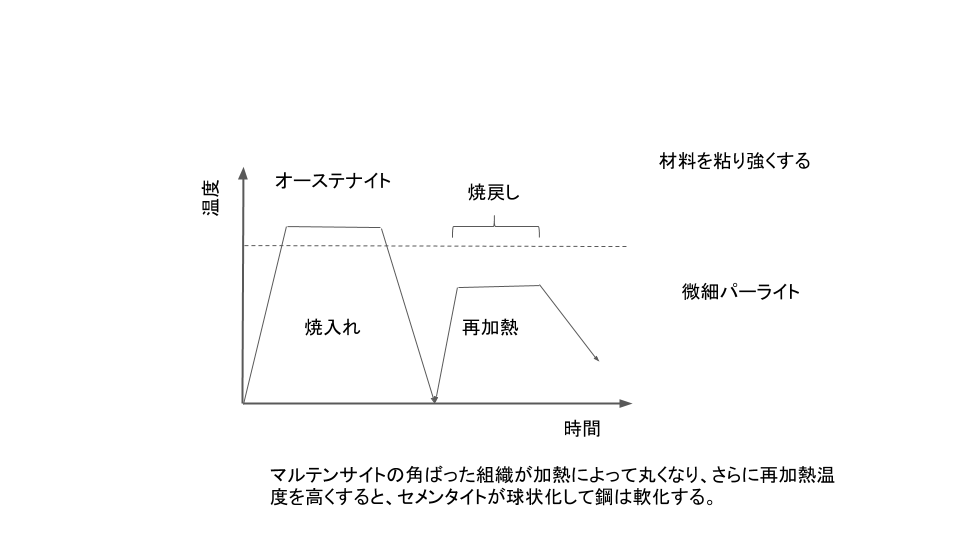
焼戻し(temperimg)とは、焼入れ後、硬さが上がり脆くなった材料を適当な温度に加熱し、急冷することで硬さを下げ、靭性(粘り強さ)を取り戻す操作である。通常、焼入れでマルテンサイト組織にした鋼は焼戻しが行われる。加熱温度は400℃,550~650℃,150~200℃と鋼にの種類や目的により異なる。
焼戻し(400度)
構造用炭素鋼では、400度程度行われることが多い。マルテンサイト組織にした鋼からFe3Cの形でCを取り除き、微細なフェライトと炭化物からなるトルースタイト組織になる。トルースタイト組織はマルテンサイトよりも柔らかいが靭性を習得できる。
焼戻し(550℃~650℃)
550~650℃で焼き戻しをすると、Fe3Cが粗大となり、ソルバイト組織になる。ソルバイトはトルースタイトより人生は強いが、硬度は劣る。
焼き戻し(150℃~220℃)
150~200℃で加熱すると、硬度の高い鋼になり、工具などで利用される。
焼き戻しの操作
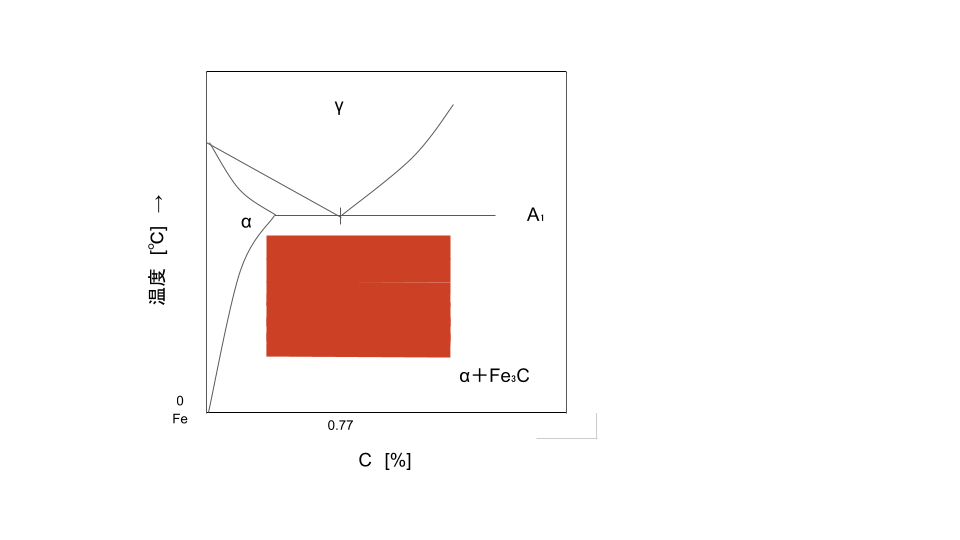
Fe-C系平衡状態図の一部
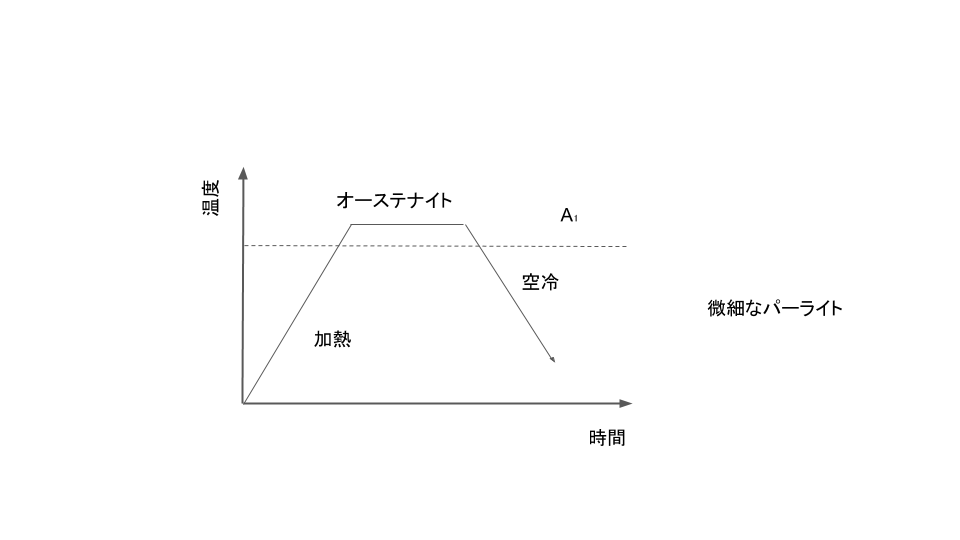
焼ならし
焼ならしとは、金属は、塑性加工によって硬度が上がる現象を起こす(加工硬化)が、塑性加工の影響を除去し、組織を微細均質化して機械的性質を改善する熱処理である。鋼を加熱し、オーステナイト組織にして一定時間を置いてから空気中で放冷して冷却する。微細なフェライトまたはセメンタイトとパーライトの混合組織に変態し、強さと靭性が改善される。
焼きならしの操作
Fe-C系平衡状態図の一部
焼なまし
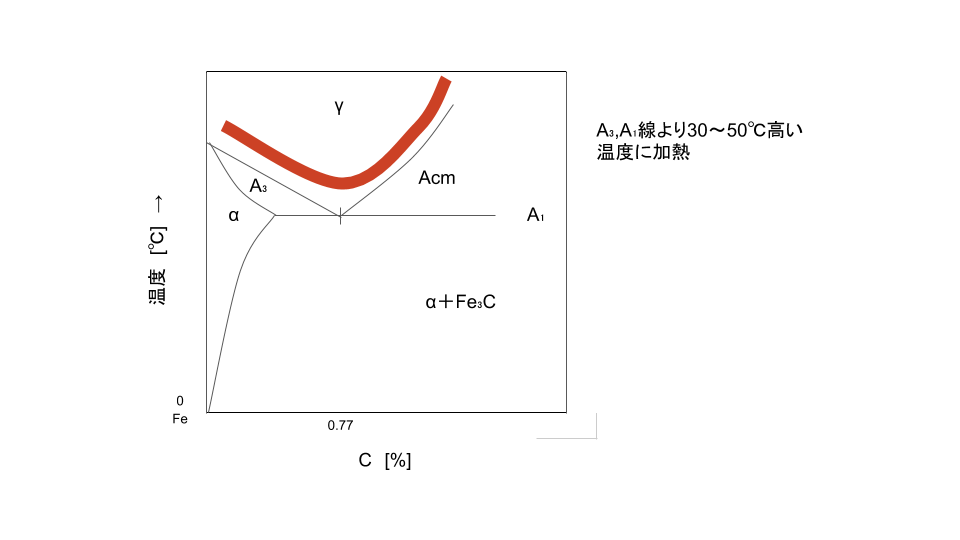
焼なましとは、オーステナイト組織にした鋼を、変態点以下の適当な温度に加熱してから徐々に冷やす熱処理である。金属は加工硬化を起こすが、焼きなましをすることによって、金属内部のひずみをとりのぞき、組織を軟化させ、展延性を向上させる。残留応力を除去し、結晶組織を均一し、展延性にすぐれたパーライトになる。その他硬さの低下、被削性の向上、冷間加工性の改善などの効果が期待して行われる。焼なましは焼鈍(しょうどん)とも呼ばれ、完全焼なまし、応力除去焼なまし、低温焼なまし、球状化焼なましなどの種類がある。焼なましは亜共析鋼の場合はA3線より約30~50℃高く加熱、過共析鋼の場合は、Acm線ではなく、A1線より約30~50℃高く加熱する。
焼き入れの操作
焼入れの加熱温度
サブゼロ処理
サブゼロ処理とは、熱入れの後、未変態の残留オーステナイト量を取り除くために行う熱処理である。ドライアイスなどを冷却物を用いて、-80℃程度の低い温度まで急冷させ、マルテンサイト変態を進行させ、残留オーステナイトを減らす熱処理である。
冷却速度
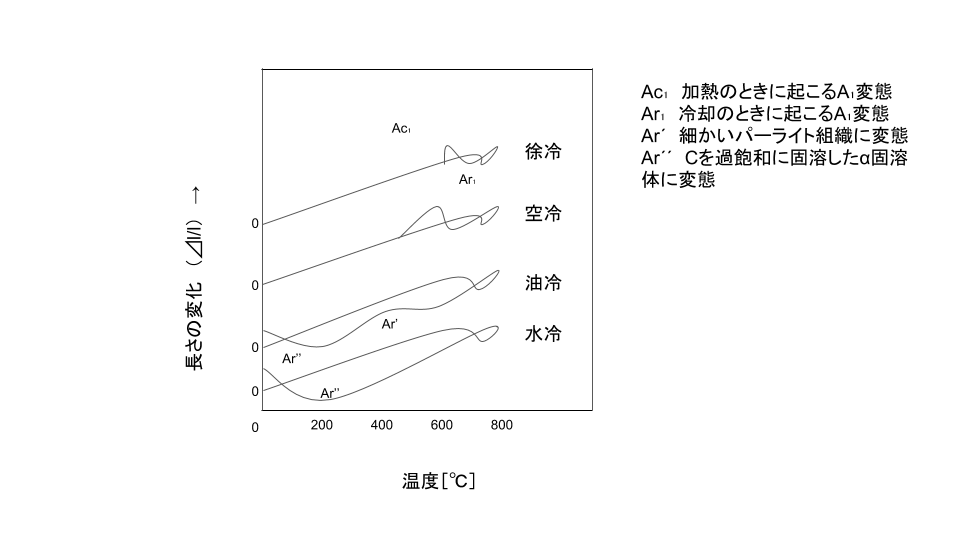
オーステナイト組織の状態にある共析鋼を炉内などで徐冷、空冷(空気中に放置)、油冷(油の中に投入)、水冷(水の中に投入)の区分において、様々な変化の違いがある。炉内などで徐冷する場合には、平衡状態図に示すように727°Cで変態するような状態変化が起きる。これに対して空冷では約600°C、油冷では約500°C、水冷では約200°Cで変態が起きる。また、それぞれにおける膨張の度合いは長さの変化として現れる。
マルテンサイト変態
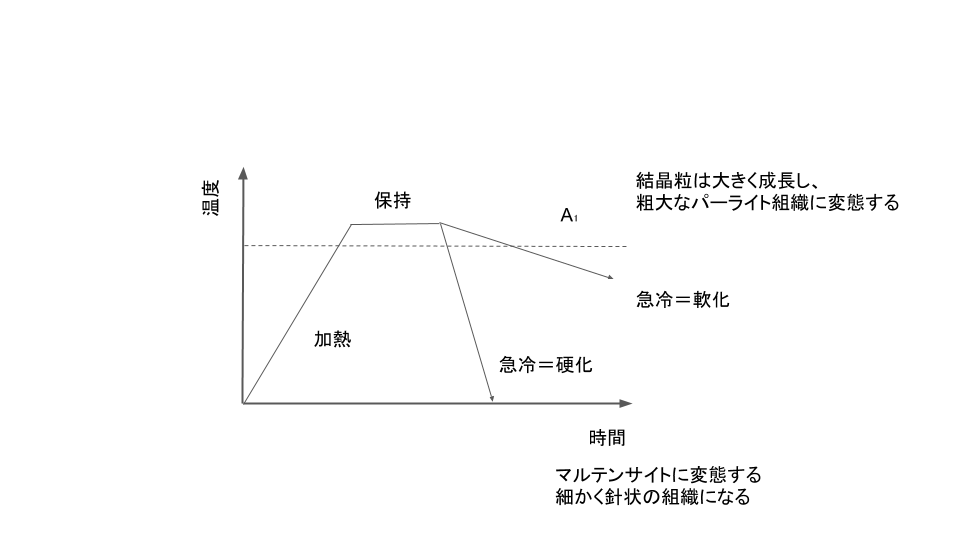
200°C付近で起きている変態は、安定したオーステナイト組織を急冷させたときにみられることが多く、これをマルテンサイト変態という。この変態は急激に起きるため、変態後は非平衡状態のまま、針状の微細な組織となる。さらにこのとき、ひずみが大きくなり、この作用により硬い鋼となる。結晶粒は大きく成長し、粗大なパーライト組織に変態する。
調質
焼入れ後、比較的高い温度(約400°C以上)に焼き戻してトルースタイトまたはソルバイト組織にする操作を調質という、調質は、単純な焼ならしと比べて強さ、靭性ともに優れた性質を得ることができる。
炭素鋼の表面硬化方法
炭素鋼の表面硬化方法には下記がある。
| 表面硬化方法 | 内容 |
|---|---|
| 浸炭 | 表面のみを硬化させる方法で内部の靭性は維持することができる |
| 窒化 | アンモニアガス雰囲気で比較的低い500-600℃に加熱して表面を窒化させる熱処理 |
| 高周波焼入れ | 素材の表面にコイルを巻き付けてその電流の表皮硬化により表面硬化を行う |
| 炎焼き入れ | 火炎によって表面を処理し、耐摩耗性や耐疲労性を向上させる |
| レーザビーム焼入れ | レーザービームの照射によって表面の硬度を高める |
| ショットピニング | 小さな球を高速で衝突させることで圧縮残留応力が付与し、疲労強度や応力腐食防止を狙う。 |