普通公差
普通公差とは、設計や加工の際、狙いの寸法に対して、個別に許容差を設けるのではなく、一定の公差を決めることをいう。普通公差で決められている寸法のばらつきの中で加工や組立が行われ、なにも指定しなくても普通公差の範囲の中で物が仕上がることが前提とされる。普通公差よりも厳しい寸法が必要なとき、逆にゆるくてもかまわないときは、個別に寸法公差を設定する。JISによる普通公差が一般的であるが、会社ごとやグループごとで一定の取り決めがされることが多い。
寸法のばらつき
現場で加工する際、図面に描かれた寸法と比べて必ず加工誤差が生じる。また、加工誤差をなくすよう極端な精密加工を行えば、無駄なコストや納期に計上される。そのため、製作しようとするモノに対して、寸法公差を設け、機械の機能や寿命に差し支えない程度の誤差は許容する必要があり、そのため普通公差という、一括でばらつきを許容する公差が設けられた。
材質や加工方法によるばらつき
加工方法や材質によってばらつきがある。近年ではマシニング等などの工作機械の発展により比較的容易に精度の高い加工が実現するようになった。しかし、板金の曲げ加工・絞り加工、鋳造などは、高い公差が出ない。また、素材によって、温度変化影響が大きい素材や柔らかい樹脂などは精度が出にくい、一方でセラミックスなどの硬度が高い素材は加工コストは高くなるが、極めて精密な精度が可能である。
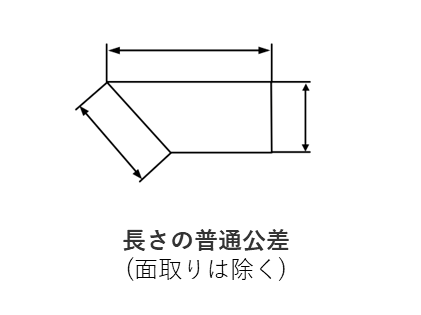
長さの普通公差
長さの普通公差は下記で表される。(単位㎜)大きい数字は公差の幅が大きく、組立の問題が生じやすく、小さい数字は公差の幅が小さすぎてコストの問題が生じる危険がある。
| 普通公差 | 0以上 3以下 |
3を超え 6以下 |
6を超え 30以下 |
30を超え 120以下 |
120を超え 400以下 |
400を超え 1000以下 |
1000を超え 2000以下 |
2000を超え 4000以下 |
|
|---|---|---|---|---|---|---|---|---|---|
| f | 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | ― |
| m | 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| c | 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| v | 極粗級 | ― | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±8 |
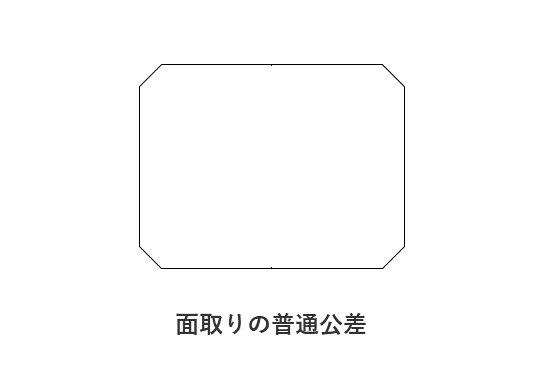
面取りの普通公差
長さの普通公差の中で面取り部分は下記で表される。(単位㎜)
| 普通公差 | 0.5以上3以下 | 3を超え6以下 | 6を超えるもの | |
|---|---|---|---|---|
| f | 精級 | ±0.2 | ±0.5 | ±1 |
| m | 中級 | ±0.2 | ±0.5 | ±1 |
| c | 粗級 | ±0.4 | ±1 | ±2 |
| v | 極粗級 | ±0.4 | ±1 | ±2 |
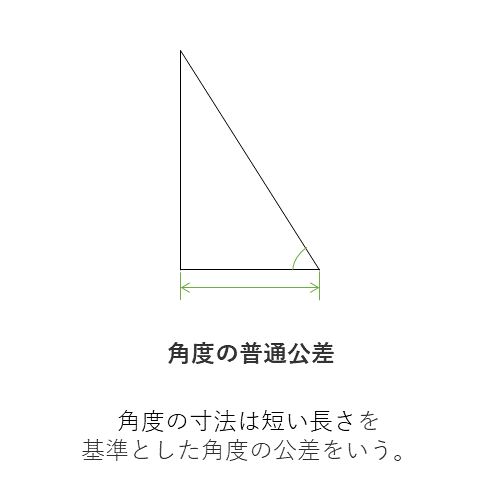
角度の普通公差
| 一般公差 | 10以下 | 10を超え 50以下 |
50を超え 120以下 |
120を超え 400以下 |
400を超えるもの | |
|---|---|---|---|---|---|---|
| f | 精級 | ±1° | ±30′ | ±20′ | ±10′ | ±5′ |
| m | 中級 | ±1° | ±30′ | ±30′ | ±10′ | ±5′ |
| c | 粗級 | ±1°30′ | ±1° | ±15′ | ±15′ | ±10′ |
| v | 極粗級 | ±3° | ±2° | ±1° | ±30′ | ±20′ |
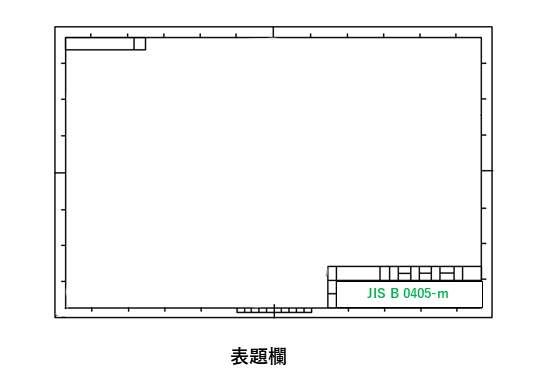
図面上の指示
普通公差を適用する場合には、表題欄の中に〝JIS B 0405〟、〝JIS B 0405-m〟と表記するように決められている。