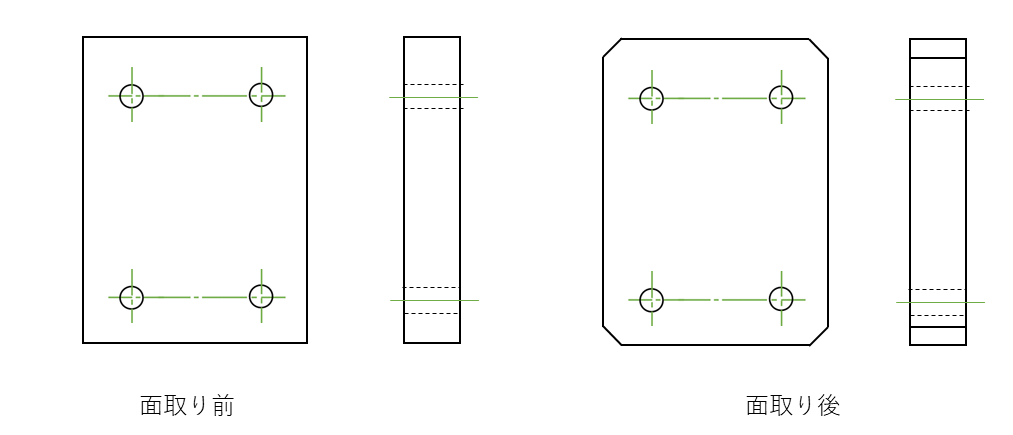
面取り
面取りとは、面と面との交わりの“角”を取り去る加工をいう。角の直角を取り除くことでバリ取り、部品同士の干渉トラブル予防、組立向上、欠損の原因、怪我予防などを目的とする。英語では日本では主にC面といい、C2であれば、面取り深さ2mmであることを意味し、x方向に2mm、y軸方向に2mm位置で45°で角を削る。C面という言葉は、日本では一般的であるが、国際的地位はあらず、海外との取引では角度で指定する。また、45°ではなくまるく角を落とすことをR面といい、Rをとるという。
面取りの方法
面取りは、面取りカッタや面取りグラインダを使ったり、ワークを45°傾けて切削する等で行う。面取りできない箇所は、手作業でやすりがけを行うが、品質が安定しないため、設計者は図面に手作業の可否を記載するほうが新設である。加工者が図面に手作業の可否がない場合は、問い合わせたほうがトラブルを避けることができる。

面取りの一般公差
一般公差とは一般に認められている公差の範囲で、面取りにも公差が決められている。機械加工の公差とは異なるので注意すること。
| 記号 | 説明 | C0.5~C3 | C3~C6 | C6以上 |
|---|---|---|---|---|
| f | 精級 | ±0.2 | ±0.5 | ±1 |
| m | 中級 | ±0.2 | ±0.5 | ±1 |
| c | 粗級 | ±0.4 | ±1 | ±2 |
| v | 極粗級 | ±0.4 | ±1 | ±2 |
面取りの製図
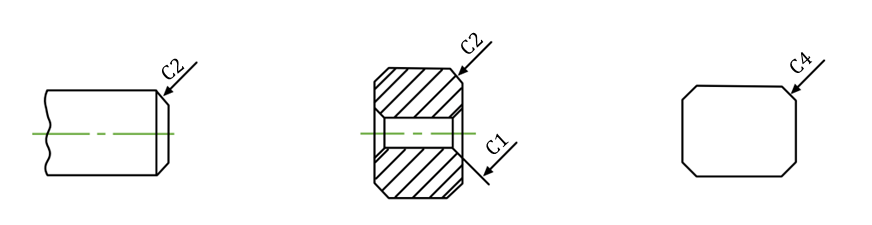
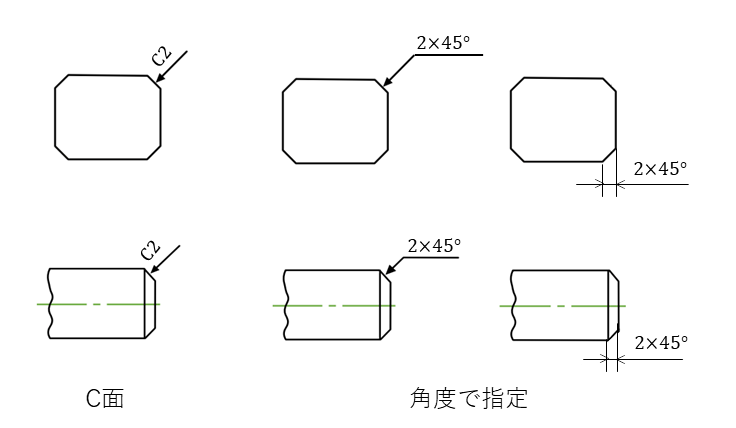
C面取り
日本では一般的にC2、C3というようにCで面取り部分を表す。C2というえば2㎜×2㎜、C3は3×3で表される。
角度で表す
Cを使わず角度で表すときは下記のような表現方法を使う。主に海外に図面を出すときはこの方法をとるとよい。
その他の表現方法
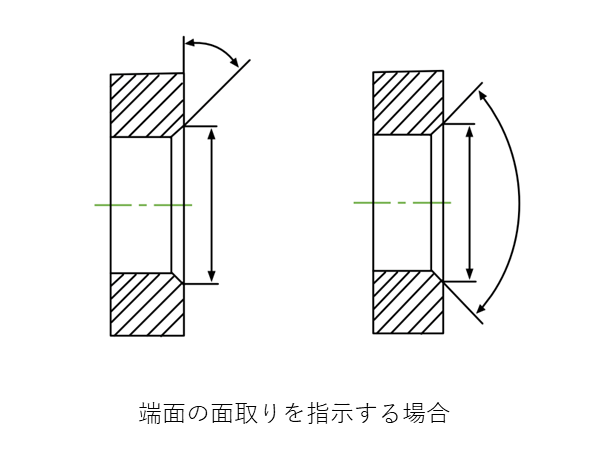
丸穴に面取りをするときや補助線を使って面取りを表すときは下記のような方法をとるとよい。
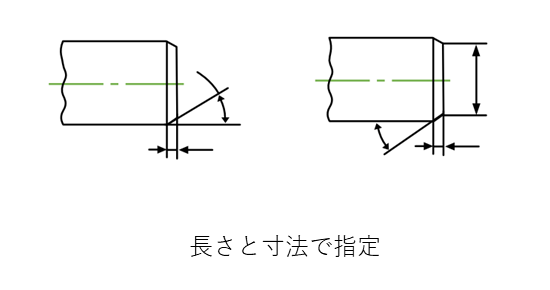
長さと寸法で指定する場合
端面の面取りを指示する場合
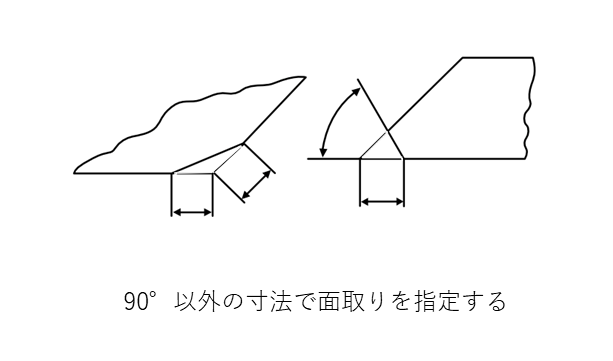
90°以外の寸法で面取りを指定する
糸面取り
図面の注記に「指示無き角部は糸面取りとする。」と書いている場合、部材の角をなぞるように落とすことができる。C0.3よりも小さいイメージでバリ取り制度のイメージである。
穴の面取り
穴加工やねじ加工を行うと、 両面にパリが発生するため、C面取り加工で除去される。面取り用の専用工具を使う場合や 大きめのドリルで行うことも多い。
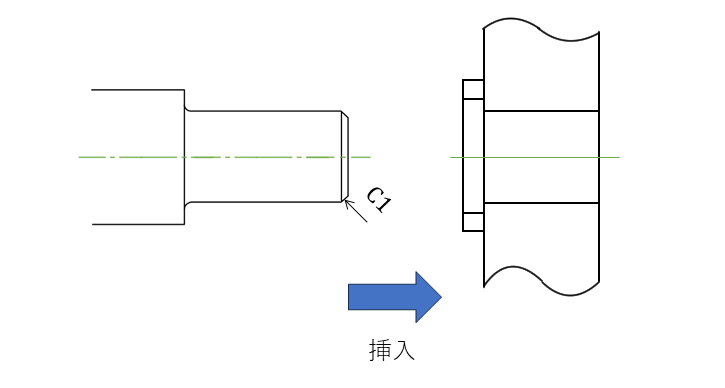
軸の面取り
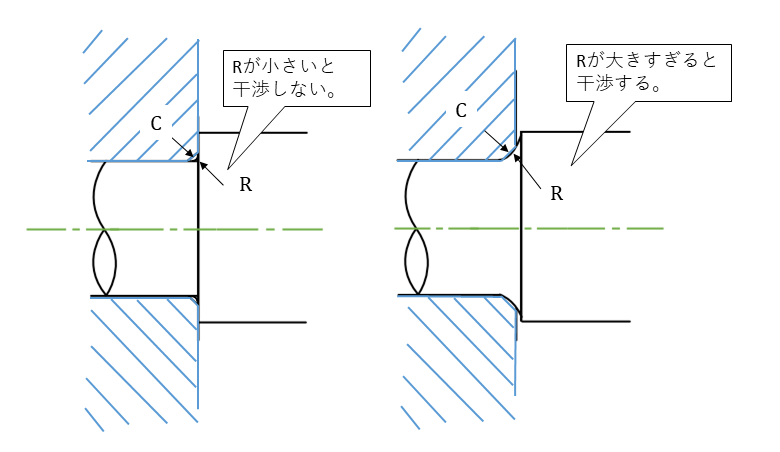
軸部の先端は穴部に挿入するため面取りを行う。付け根のところはRをとるが、C面にたいし、Rが大きすぎると干渉する。
C面とR