
表面粗さの製図
表面粗さは機械加工された部品は何かしらの要素を持つため、重要な要素である。加工方法や加工手段、目的に応じて表面粗さの値や形状を決める必要がある。
表面粗さの図示記号
表面粗さの図示記号は下記のとおりである。基本図示記号は加工してもしなくてもよい、という基本的な記号で、除去加工を指示する記号、除去加工を指示しない記号がある。
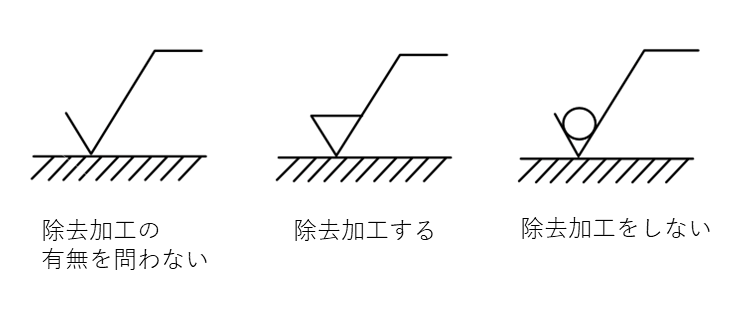
除去加工をしない
除去加工をしないを指示した場合、除去加工をしない=市販寸法をそのまま使用することを意味している。ローコストで作ることができるが、加工業者に素材がない場合や一般に流通していない場合は物が製作できない。またキズが付いたとしても除去できずにそのままの状態を許容しなければならない。
表面粗さの記号と数字
表面粗さの記号は、Ra、Rz、RzJISなどが決められており、そこに数字を振ることで表す。
Ra
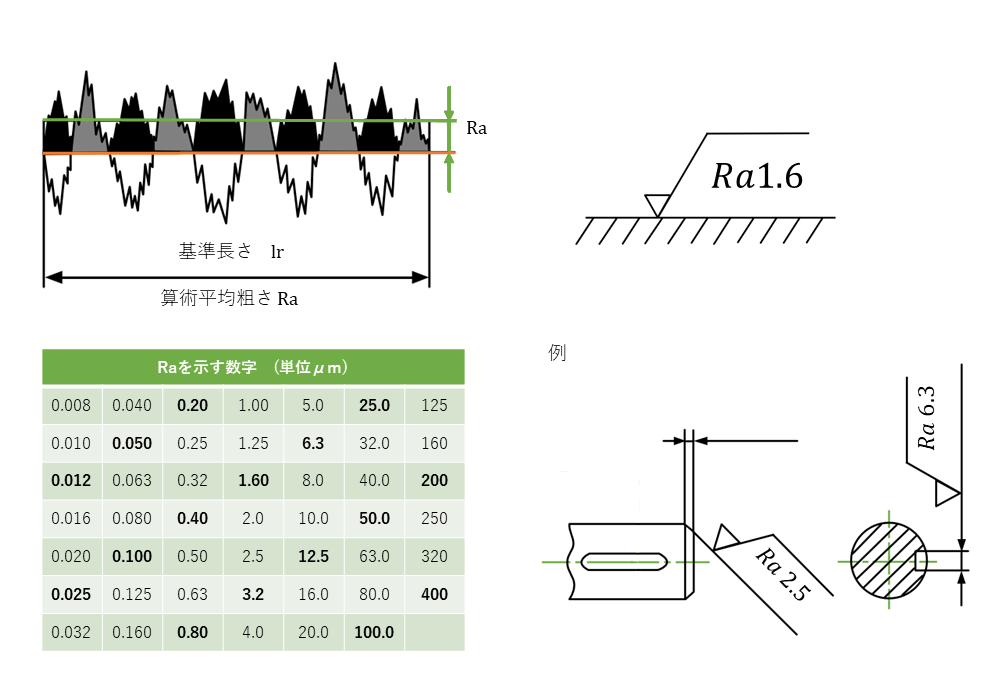
Raは算術平均粗さで、基準の長さのそれぞれの凸凹の平均をとる指標である。もっとも代表的な数字である。
Ra
Raの数字は下記で決まっているが、メインは、Ra0.2、Ra1.6、Ra6.3、Ra25
Rz
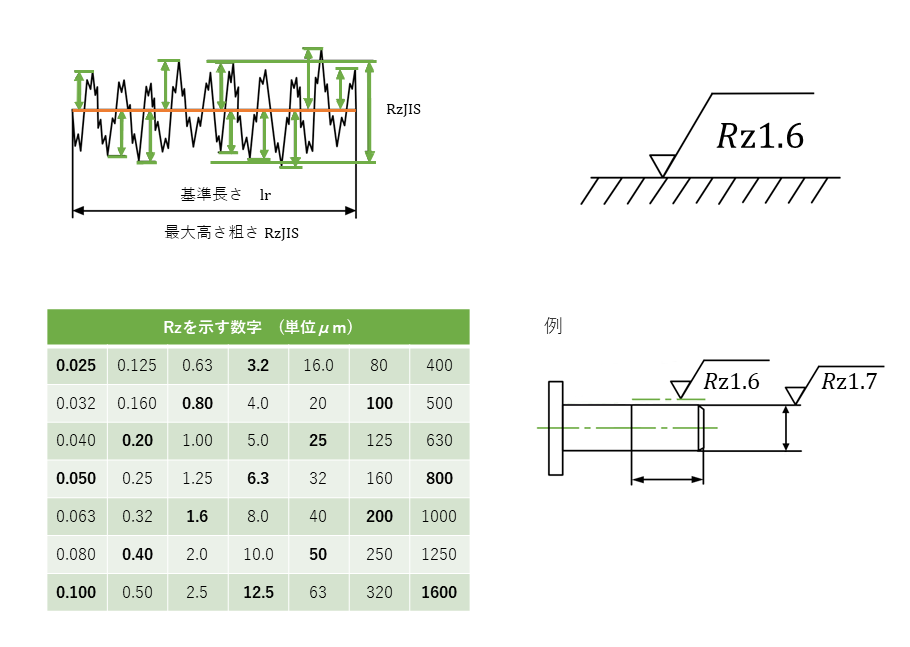
Rzとは、最大高さ粗さをいい、もっとも高い山の位置と最も低い谷の位置をとる指標である。
RzJIS
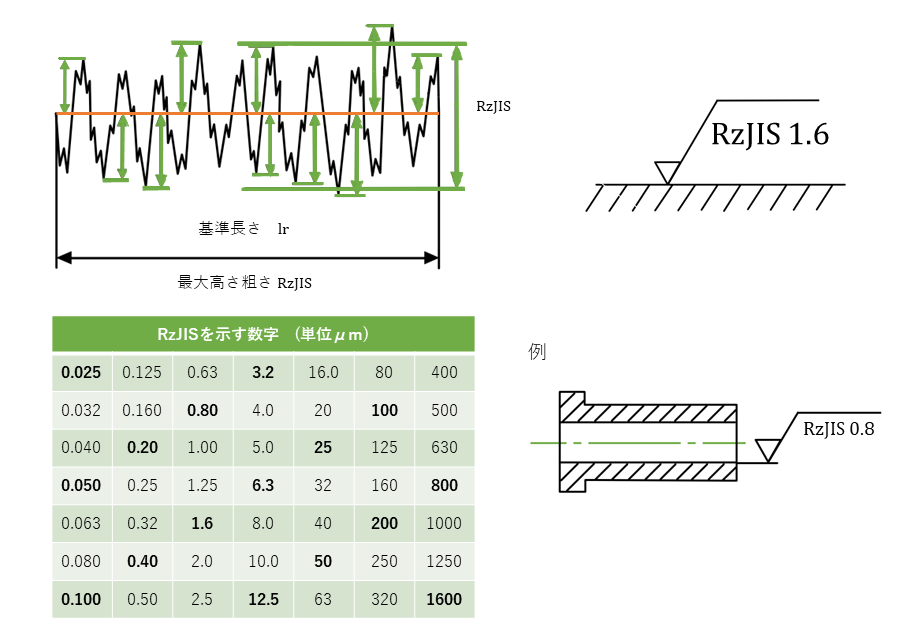
RzJISとは、粗さ曲線でもっとも高い山の5点の平均ともっとも低い谷の5点の平均をとる指標である。
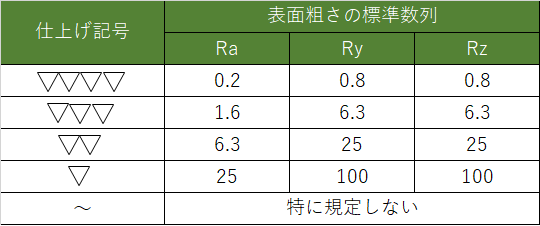
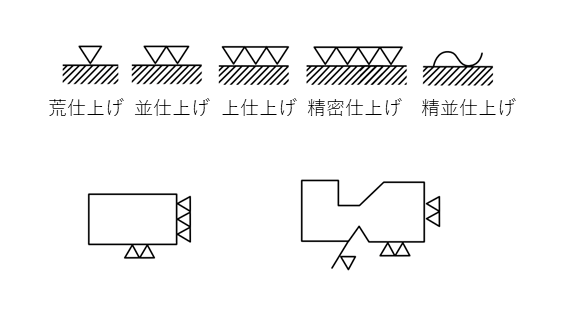
仕上げ記号
日本では、下記のような逆三角形の仕上げ記号で表すこともある。
入力例
表記の方法
表面粗さの表記の方法は、だいたいは規格化されているが、企業によってわずかな違いや意味あいがあるため、下記は一例である。
記号の向き
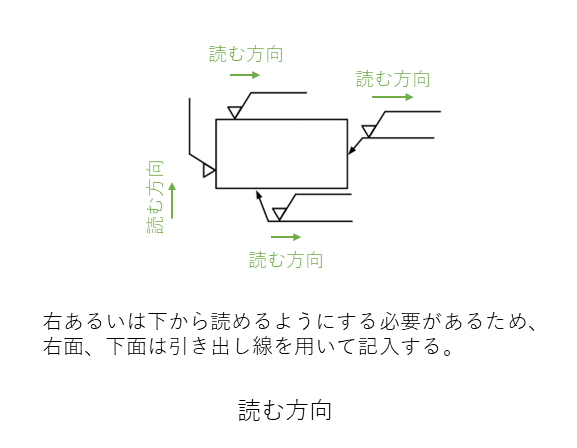
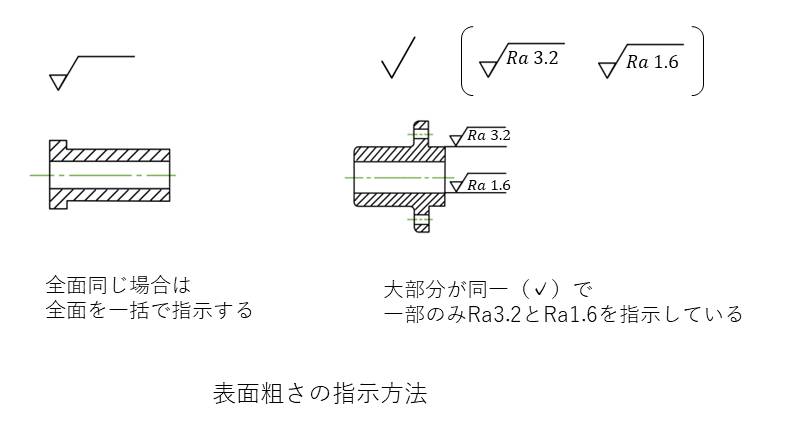
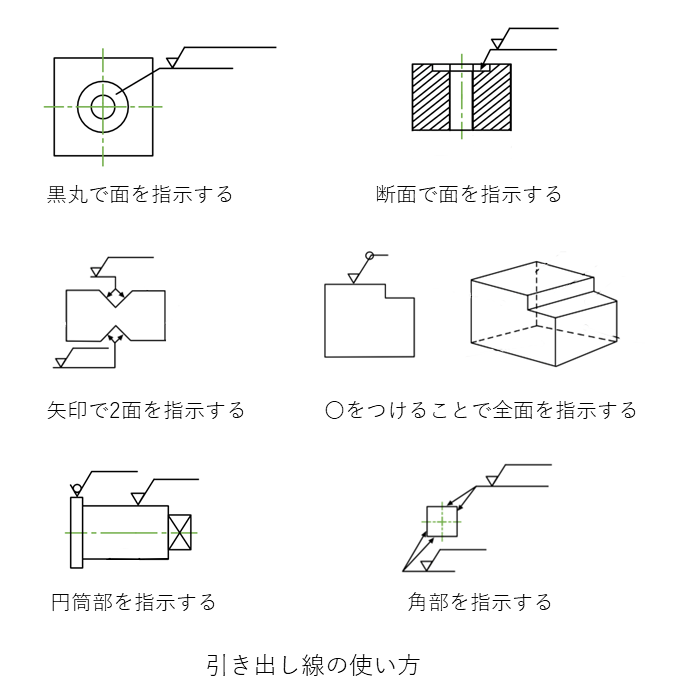
表面粗さの指示
引き出し線の使い方
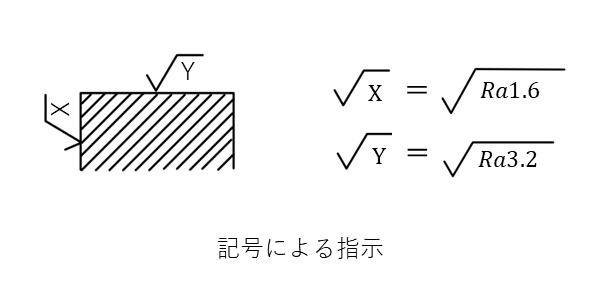
記号による指示
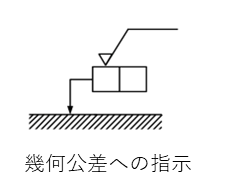
幾何公差への指示
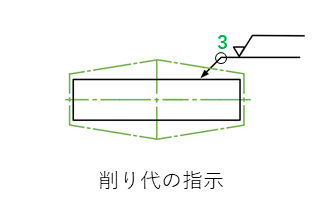
削り代の指示
筋目方向
機械加工の多くはドリルの経緯によって筋目が異なる。機能的な意味合いを持たせることが多いが、審美性を求めることもある。

加工方法
加工方法を指示する場合は、所定のアルファベットを示す。またアルファベット「M」や「P」の代わりに「研削」や「平削り」など日本語で記載することもあり、日本人には、こちらのほうがわかりやすい。

コメント(β版)