
同心度
同心度(Concentricity)とは、機械設計や幾何公差において、2つの円筒形状や円形状がどれだけ共通の中心軸を共有しているかを示す指標である。具体的には、データム軸心(基準となる軸)に対して、対象となる形体の軸心がどれほど同一の位置にあるかを定義する。同心度は、回転体の振動抑制や嵌合精度の確保において極めて重要な役割を果たし、特に高速回転するモーターシャフト、ギア、工作機械の主軸などの設計・製造において厳格に管理される項目である。
同心度の定義と幾何公差
JIS(日本産業規格)やISOの幾何公差において、同心度は「位置偏差」のカテゴリーに分類される。記号は二重の同心円(◎)で表される。データムとして指定された円筒の中心軸に対し、対象とする円筒の軸心が許容される領域(公差域)内に収まっているかを測定する。同心度の公差域は、データム軸を中心とする直径tの円筒内部として定義されるため、測定値は半径方向のズレではなく、直径値として表記されることが一般的である。

同軸度
同軸度は、同心度と同じ記号で表され、ほとんど同じ意味を持つ。その違いは同心度は断面において規定され、同軸度は全体を示す。また、ごく薄いものは中心が軸直線として指示できないため、同心度を使う。
同心度と同軸度の違い
同心度と混同されやすい概念に「同軸度」があるが、基本的には同じ幾何特性を指す。一般的に、平面上の2つの円の中心位置のズレを指す場合に同心度と呼び、空間的な3次元の軸のズレを指す場合に「同軸度」と呼ぶことが多い。ただし、現在のJIS規格等ではこれらを明確に区別せず、同じ記号(◎)を用いる。また、似た特性である「円周振れ」や「全振れ」は、軸心のズレだけでなく表面の真円度や円筒度の影響も含むため、純粋な中心位置のズレのみを評価する同心度とは評価対象が異なる点に注意が必要である。
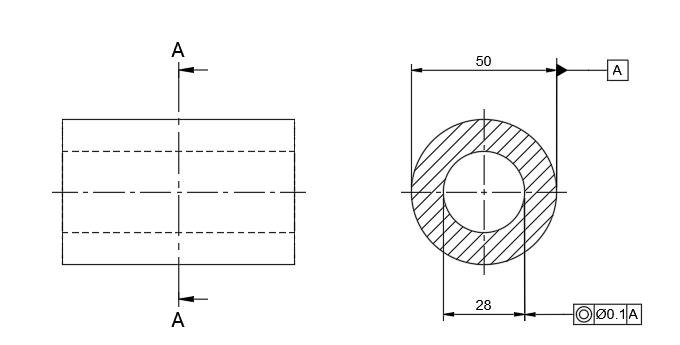
データム軸直線に関連した軸線の同心度
下図はデータム点に関連した点の同心度を示したものである。内側の円の中心は、データムAを中心とした直径0.1の円の中にあることを示している。
同心度の測定方法
同心度の測定は、基準となる軸を固定した状態で対象箇所を計測する必要があるため、比較的難易度が高い。主な測定手法を以下に挙げる。
- 三次元測定機:対象物の形状をサンプリングし、計算によってデータム軸と対象軸を仮想的に作成してその距離を算出する最も精度の高い手法。
- 真円度測定機:回転テーブルを用いてワークを回転させ、偏心量を精密に測定することで同心度を導き出す。
- ダイヤルゲージとVブロック:簡易的な方法として、データム面をVブロックで支持し、ワークを回転させた時の表面の振れをダイヤルゲージで読み取る。ただし、この数値には真円度誤差も含まれる。
製造現場における重要性
同心度が損なわれると、製品の品質に多大な悪影響を及ぼす。例えば、エンジンやモーターの回転軸において同心度が低い場合、回転時にアンバランスが生じ、激しい振動や騒音の原因となる。これはベアリングの早期摩耗や、最悪の場合は機械の破損を招く。また、射出成形機のノズルと金型の位置関係など、精密な嵌合(かんごう)が求められる箇所では、同心度の誤差が液漏れや部品の組み付け不良に直結する。そのため、工作機械の旋盤加工や研削加工において、一度のチャッキングで基準面と対象面を同時に加工するなどの工夫がなされる。
設計上の注意点と公差設定
設計者は、同心度を指定する際にコストと精度のバランスを考慮しなければならない。同心度は、軸心という「目に見えない要素」を評価するため、外径を直接測る振れ公差に比べて検査コストが高くなる傾向がある。真円度が十分に確保されているワークであれば、振れ公差で代用することで検査を簡略化できる場合もある。同心度の厳しい指示が必要なのは、主に中空シャフトの内径と外径の関係や、高速回転部品など、質量の偏りが性能を左右する部品に限定するのが合理的である。
工学における計算と評価
同心度の評価においては、最小二乗法などの統計的手法を用いて軸心を決定する。データム軸を$L_d$、対象軸を$L_t$としたとき、ある断面における両者の距離(偏心量)を$e$とすると、その点における同心度は$2e$として算出される。全域にわたってこの値が指定された公差$t$以下である必要がある。
| 項目 | 内容 |
|---|---|
| 適用対象 | 2つの円筒の軸線、または中心点 |
| 幾何公差記号 | ◎(二重円) |
| 主な要因 | 加工時の芯振れ、熱変形、治具の精度不足 |
| 関連リンク | 機械工学、寸法公差、旋盤、ベアリング、計測工学、品質管理、金型、工作機械 |
同心度悪化の要因と対策
製造プロセスにおいて同心度が悪化する要因は多岐にわたる。旋盤加工においては、三爪チャックの把握精度や、長尺物の加工時に発生する「たわみ」が主な原因となる。これに対する対策としては、生爪の成形による精度向上や、芯押台・振れ止めの活用が有効である。また、熱処理による歪みも同心度を狂わせる大きな要因であるため、熱処理後の精密切削や研削加工によって最終的な同心度を整える工程設計が一般的である。材料の残留応力が原因で加工後に形状が変化することもあるため、事前の応力除去(焼なまし)も重要な工程の一つとなる。
コメント(β版)