高速度鋼
高速度鋼はハイス(ハイスピードスチール high-speed steel)といい、切削速度が早いスピードに耐えうることからきている。合金工具鋼より早く削れ、大きい焼入性、高い硬度、高い靭性、耐久性に優位であることに特徴がある。高速に耐えるため、切削コストを抑えることができる。タングステン(W系)高速度鋼とモリブデン(Mo系)高速度鋼に分かれる。
切削速度
通常の鋼(工具鋼)は、高速の回転で切削すると発熱し、硬さが焼き戻されて急速に摩耗が進む。炭素工具の数倍の切削速度に耐え、生産性を上げることが目的としている。
タングステン(W系)高速度鋼
タングステン(W系)高速度は、SKH2、SKH3、SKH4、SKH10に代表される。18-4-1鋼と呼ばれ、18がW、4がCr、1がCoを示している。旋盤のバイトに使われる。

モリブデン系高速度工具鋼材
モリブデン(Mo系)高速度鋼
モリブデン(Mo系)高速度鋼SKH51~SKH58である。タングステン(W系)高速度鋼の廉価版として開発された。タングステン(W系)高速度鋼に比べ、粘性に優れ衝撃に強いため、ドリルやタップとして使われる。
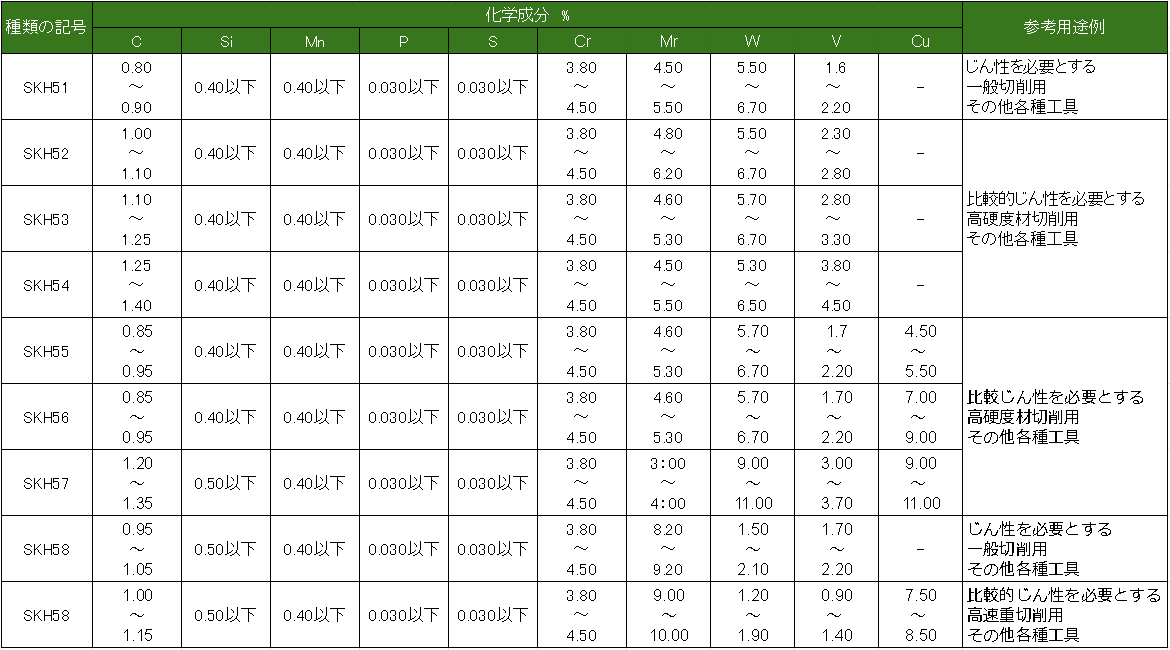
モリブデン系高速度工具鋼材
高速度鋼の性質
高速度鋼に含有する成分はW、Mo、Cr、Vと炭化物形成元素で構成される。そのため基地が硬く、かつ2次硬化を示している。
高速度鋼の熱処理
高速度鋼は高炭素以外に高いタングステン(W)、高クロム(Cr)、コバルト(Co)、バナジウム(V)と多くの合金元素と量を含有している。基地への固溶が困難で、熱伝導が悪いため、鍛造後は時間をかけて、焼なましして軟化し、内部応力を除去する。機械加工のあと、焼入れを行うが、熱伝導性が悪いため、予熱して内外の温度を一定にしてから温度をあげる必要がある。最大温度は1200~1300℃で熱し、合金元素を固溶する。十分に固溶するが、油冷で冷却を行う。焼戻温度は2次硬化を得るため、550~600°Cで行う。
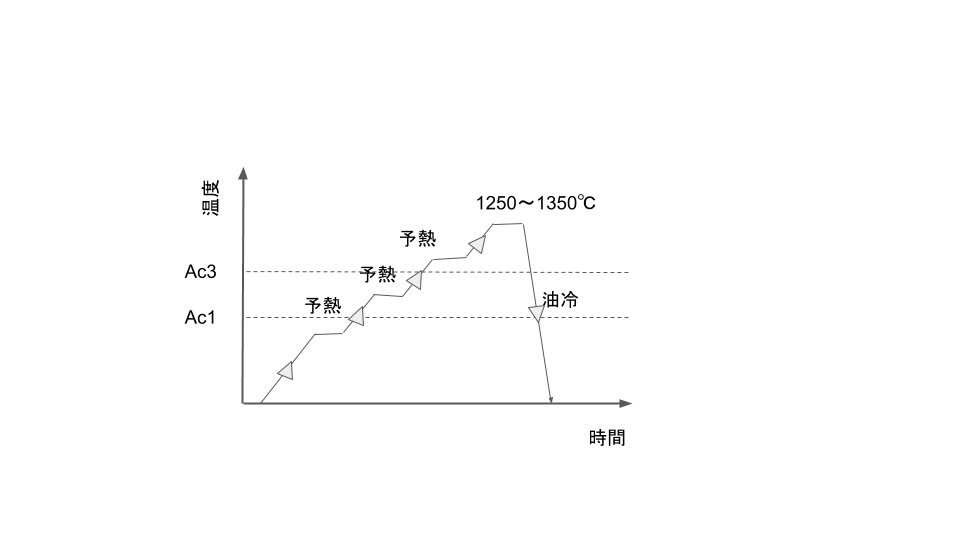
高速度鋼の焼入れ温度