
製図における寸法記入のルール
機械設計の製図において寸法記入は一定のルール(JIS規格)によって決められている。大きなルールは、数字(単位)、公差、寸法線・寸法補助線、形状(深さや角度)、加工方法などであるが、製図者は正確かつ明瞭に製図を行い、加工者は正確にそれらを読み取らなければならない。
寸法記入の基本ルール
- 対象物の機能、製作、組立などを考え、図面に必要不可欠な寸法を明瞭に指示する。
- 対象物の大きさ、姿勢、位置を最も明確に表すように必要十分な寸法を記入する。
- 寸法は、寸法線、寸法補助線、寸法補助記号などを用い、寸法数値によって指示する。
- 主投影図に寸法を集中させる。
- 図面には、特に明示しないかぎり、対象物の仕上がり寸法を示す。
- 同一部分の重複寸法は避ける。
- 加工または組立の際に基準となる箇所がある場合には、その基準からの寸法を記入する。
- 寸法は、工程ごとに分けて記入し、関連する寸法はまとめて記入する。
- 機能上必要な寸法は必ず記入し、できる限り計算せずにすむ数値を書くようにする。
- 参考寸法は()を付けて記入する。なお、参考寸法は、検証の対象としない。
鋳造部品図
原則、図面では、仕上がり鋳造部品図では、最終機械加工図、鋳放し図、前加工図などがあり、それぞれ最終仕上がり寸法、鋳放し寸法および前加工寸法が指示される場合がある。
重複寸法の禁止
図面において同対象物の寸法は重複寸法は避けるべきである。図面の変更や更新に際して、変更し忘れた場合、大きなトラブルにつながる恐れがある理由による。重複寸法を避けられない場合、重複寸法の旨をわかりやすく記入する必要がある。
それぞれの要素の寸法の表示ルール
それぞれの要素の寸法の表示ルールが細かく決まっている。ねじ穴、長穴、キー溝を紹介する。
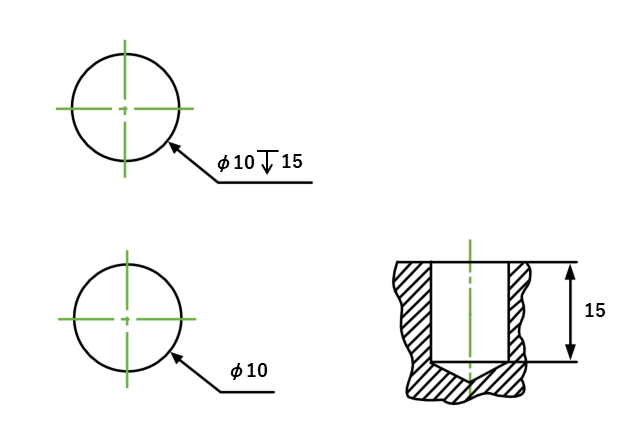
穴の寸法記入法
穴の深さを指示する場合は、引出し線を用いて穴の直径を示す寸法の後に、穴の深さを示す記号、深さの数値を記入する。ただし、貫通している穴の場合は、穴の深さは記入しない。製図ではドリル加工の場合、ドリルの先端(手書きでは118°、Cadソフトでは、120°)も記述するが、穴の深さは、ドリルの先端で創成される円すい部分、リーマの先端の面取り部で創成される部分などを含まない。また、傾斜した穴の深さは、穴の中心軸線上の長さ寸法で表す。
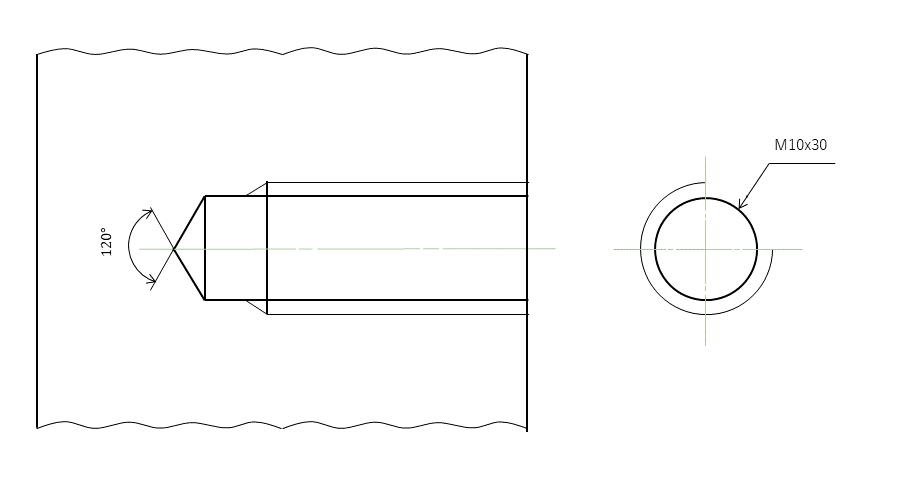
ねじ穴の寸法記入法
ねじ穴の記入例である。ねじ穴の大きさと深さを記入する()
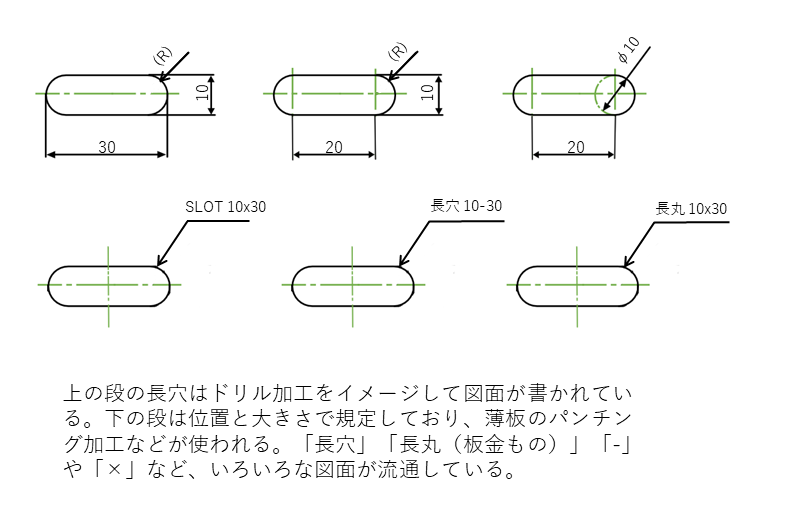
長穴の寸法表示法
長円の穴を長穴というが、穴の機能や加工方法によって記入方法が変わる。寸法の記入方法は、円弧であることを示すために数値なしの記号(R)によって指示する方法、円弧であることを示すために数値なしの記号(R)によって指示する方法、研削工具の直径で示す方法などがある。いずれも加工方法による使い分けであるが、実際にどう加工されるかは別の話である。
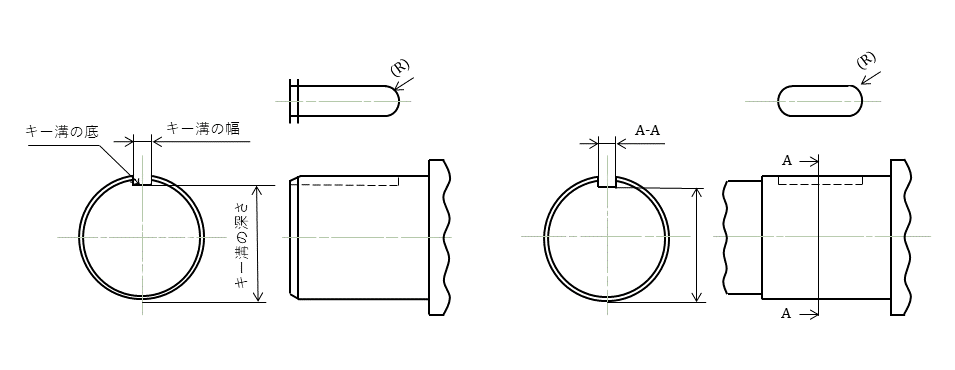
キー溝の寸法表示法
- 軸のキー溝は、幅、深さ、長さ、位置および端部の寸法を指示する。
- キー溝をフライスなどで加工する場合は、基準の位置から工具の中心までの距離と工具の直径で指示する。
- キー溝の深さ寸法を指示する場合、実測しやすいようにキー溝と反対側の軸径面からキー溝の底までの寸法で指示する。
- こう配キーを用いる場合のキー溝では、キー溝の深い側で指示する。
繰返し図形の省略
多数の穴や溝など、同種・同形のものが繰り返して並ぶ場合、省略することがある。その方法は、実形の代わりに図記号をピッチ線と中心線との交点に記入する、読み誤るおそれがない場合には、両端部もしくは要点だけを実形または図記号によって指示し、他はピッチ線と中心線との交点で示す。ただし、図記号を用いて省略する場合には、引出線を用いてその意味を記入するか、わかりやすい位置に記入する。
加工方法記号
製図の段階で加工方法を指示することがある。主に金属の加工の際に加工方法を指示され、加工方法記号および参考英文は規定されている。

コメント(β版)