
穴の製図
穴の製図の方法は穴の大きさ、穴位置をX軸―Y軸で指示することで示される。貫通穴や深さが問題となることが多いため、注意が必要である。加工方法(きり穴、打抜き穴、鋳抜き穴)などの指示する場合はそれぞれ加工方法を指示する。皿ねじを使うときや六角ねじ付きボルト(キャップスクリュー)の頭が邪魔になるとき、ざぐり(凹み部分)を作るが、このときには図示記号が用意されている。
穴の製図
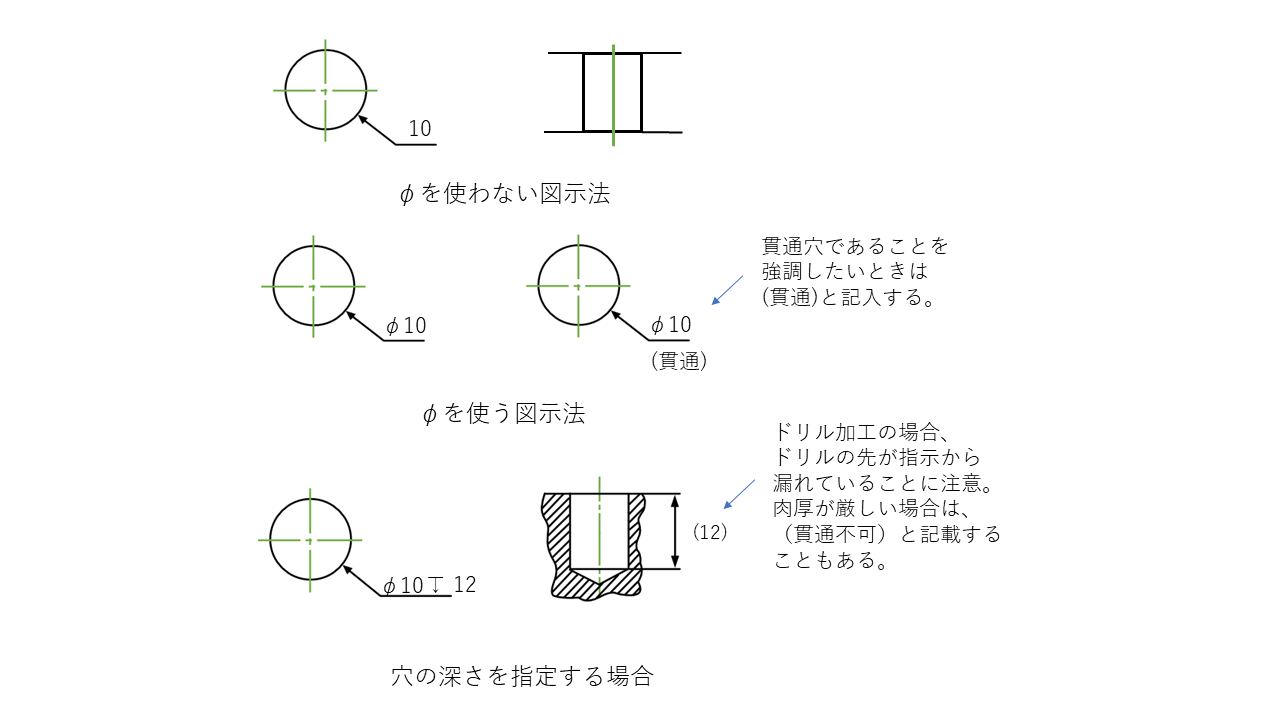
穴の製図は下記のように行う。外形線で丸を描き、細い一点鎖線で中心線を引く。丸が見てわかる場合はφを付けなくてもよいとされているが、φを付ける場合も一般的である。貫通をかかなくとも、貫通穴を前提としている。貫通を強調したい場合は、(貫通)、絶対に貫通してはいけない場合は(貫通不可)を書く。貫通しない場合、穴の深さを指定する。
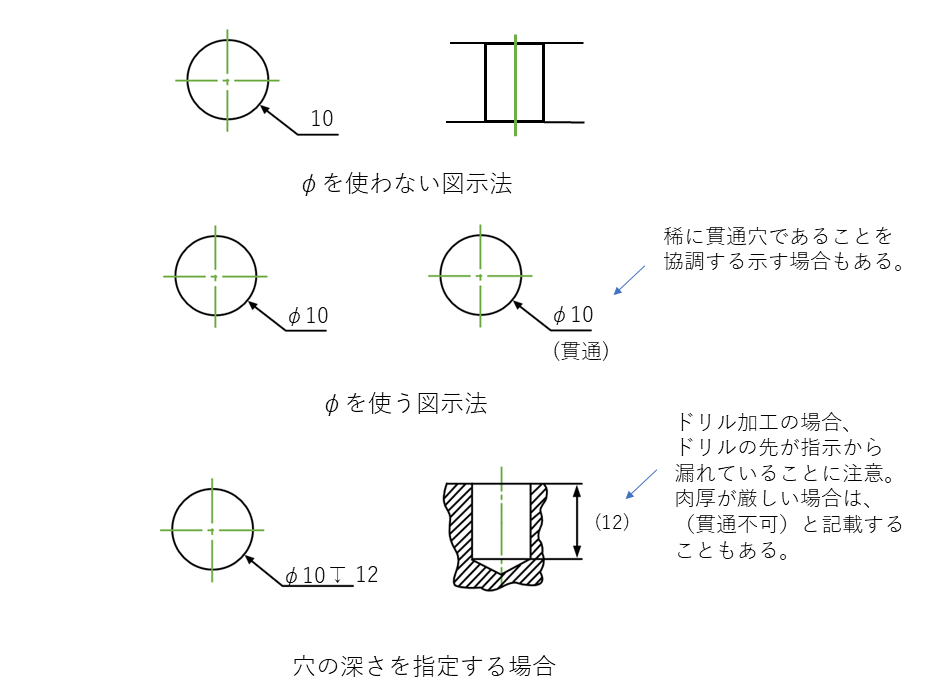
穴の深さの指示
穴の深さを指示するときは、穴の直径を示す寸法の次に、穴の深さを示す記号と数値を記入する。ただし、貫通穴のときは、穴の深さは記入しない。なお、穴の深さとは、きりの先端の円すい部、リーマの先端の面取部などを含まない円筒部の深さである。また、傾斜した穴の深さは、穴の中心軸線上の長さで表す。
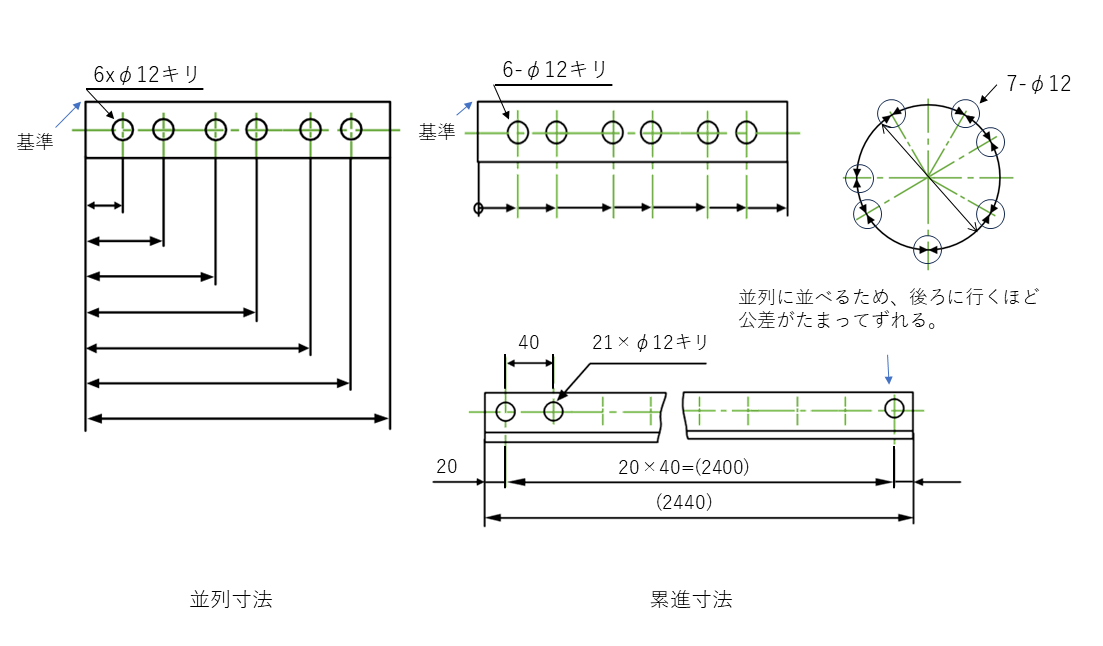
穴の位置
位置は中心線からX軸、Y軸を指示する。基準を決めて、そこから記入する。複数ある場合は、「6×φ12」「6-φ12」というような書き方を行う。小ねじ穴、ピン穴、リベット穴などのような、多くの同一の穴が等間隔で並ぶときは、引出線を書き、その総数を示す数字の次にxをはさんで穴の寸法を記入する。この場合、穴の総数を記入する。累積公差は公差がたまるため、後になるほど狂いが大きくなるので注意すること。
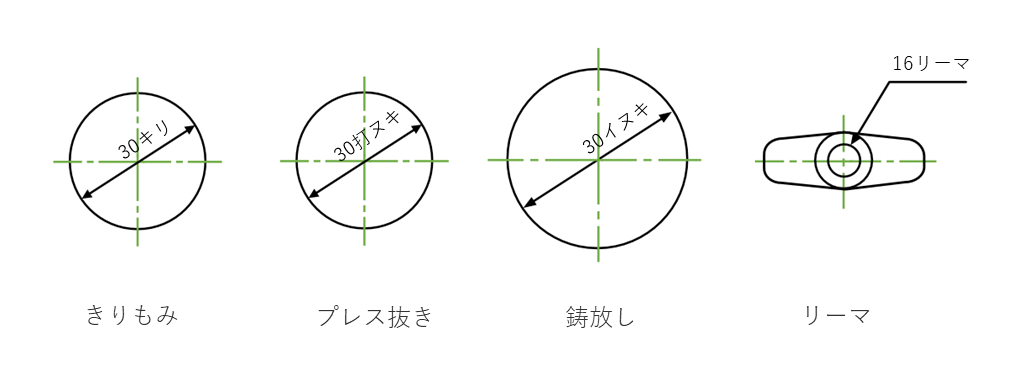
加工方法の指示
きり穴、打抜き穴、鋳抜き穴のように種類の区別をする必要があるとき、工具の呼び寸法または基準寸法を示し、加工方法の用語を指示する。通常は簡略指示を行う。
- 鋳放し:イヌキ
- プレス抜き:打ヌキ
- きりもみ:キリ
- リーマ仕上げ:リーマ
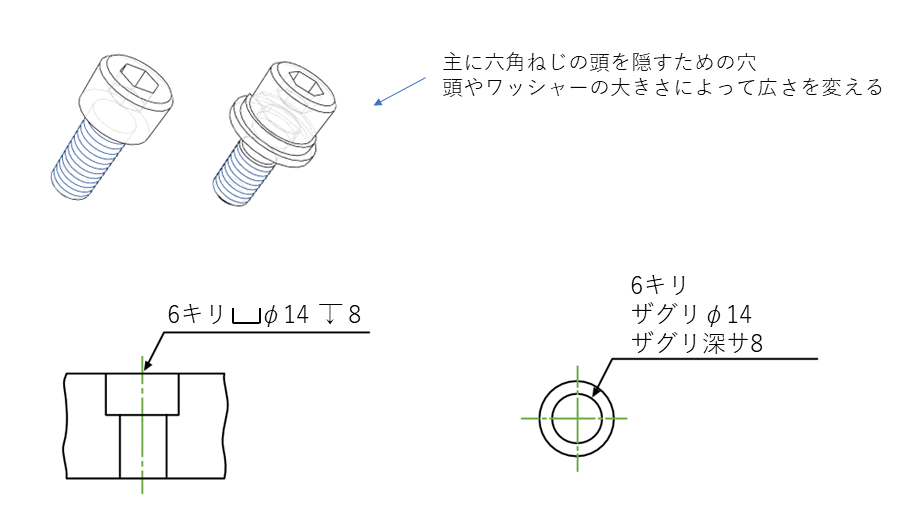
ざぐり
ざぐりとは、キリ穴に凹みをつけることで、ネジの頭部分を飛び出さないようにする、などの効果をねらったものである。ざぐりやふかかざぐりという。穴の面を、ざぐり・深ざぐりの表し方は、ざぐりをつける穴の直径を示す寸法の前に、ざぐりを示す記号に続けて、ざぐりの数値を記入する。また、断面で描かれている場合は、引出線の矢印先端を、穴の中心線と加工面の交点から引き出す。なお、一般に平面を確保するために鋳造品、鍛造品などの表面を削り取る程度の場合でも、その深さを指示する。また、深ざぐりの底の位置を反対側の面からの寸法を規制する必要がある場合には、その寸法線を指示する。
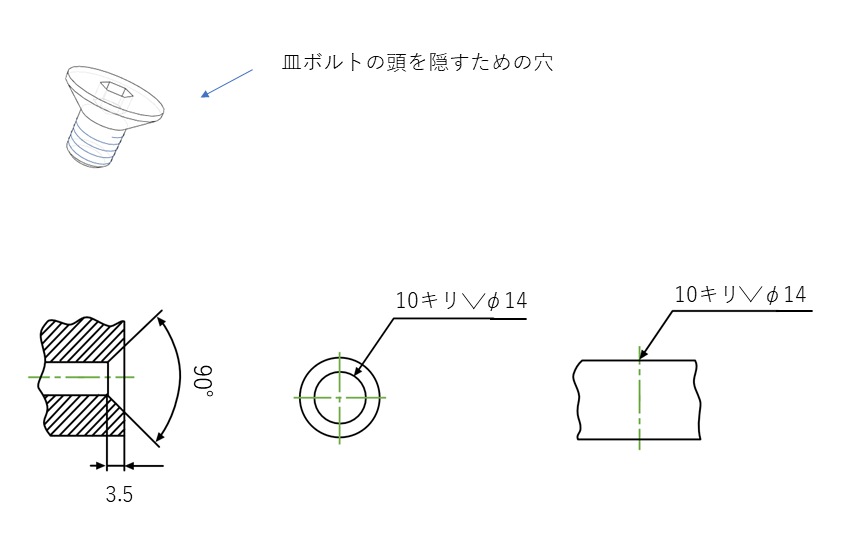
皿ざぐり
皿ざぐり穴の表し方は、皿穴の直径を示す寸法の次に、皿ざぐり穴を示す記号Vに続けて、皿ざぐり穴の入り口の直径の数値を記入する。ざぐり穴の深さの数値を規制する要求がある場合には、皿ざぐり穴の開き角および皿ざぐり穴の深さの数値を記入する。皿ざぐり穴が円形形状で描かれている図形に皿ざぐり穴を指示する場合には、内側の円形形状から引出線を引き出し、参照線の上側に皿ざぐり穴を示す記号に続けて、皿ざぐり穴の入り口の直径の数値を記入する。皿ざぐり穴の深さの数値を規制する要求がある場合には、皿ざぐり穴の深さの数値を記入する。皿ざぐりの簡略図示方法は、皿ざぐり穴が表れている図形に対して、皿ざぐり穴の直径と皿ざぐり穴の開き角を寸法線の上側か寸法線の延長線上に間に×を入れて記入する。
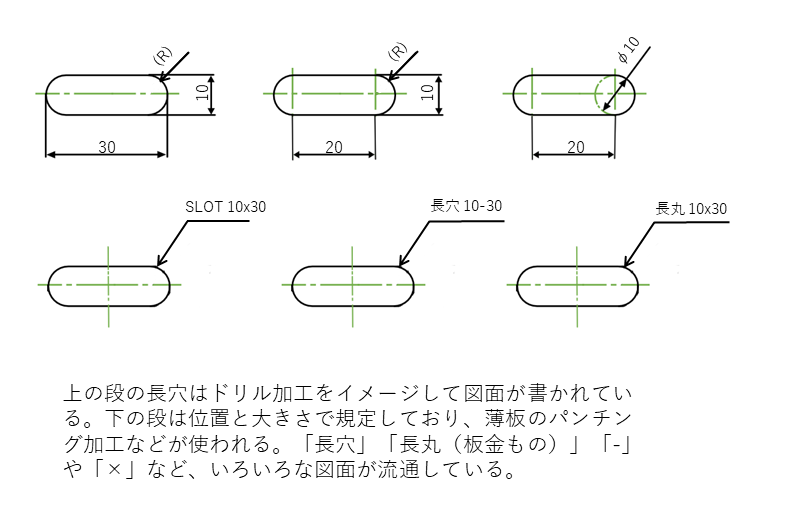
長穴
長穴は、三種類の方法で指示される。
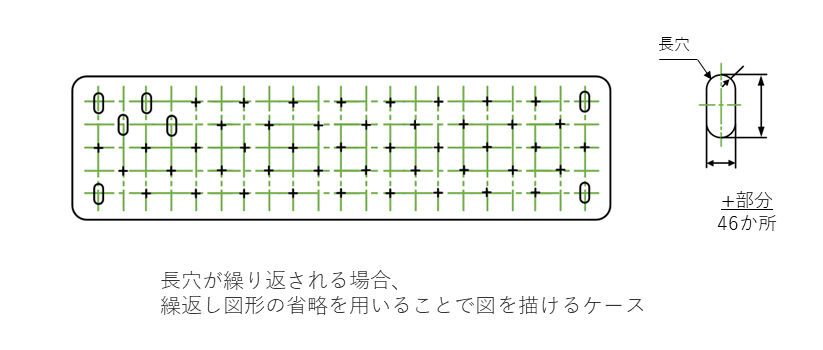
長穴の図形を省略
ねじ穴
ねじ穴を製図する場合は、下記のようにM8、M18のようにM+φで示す。
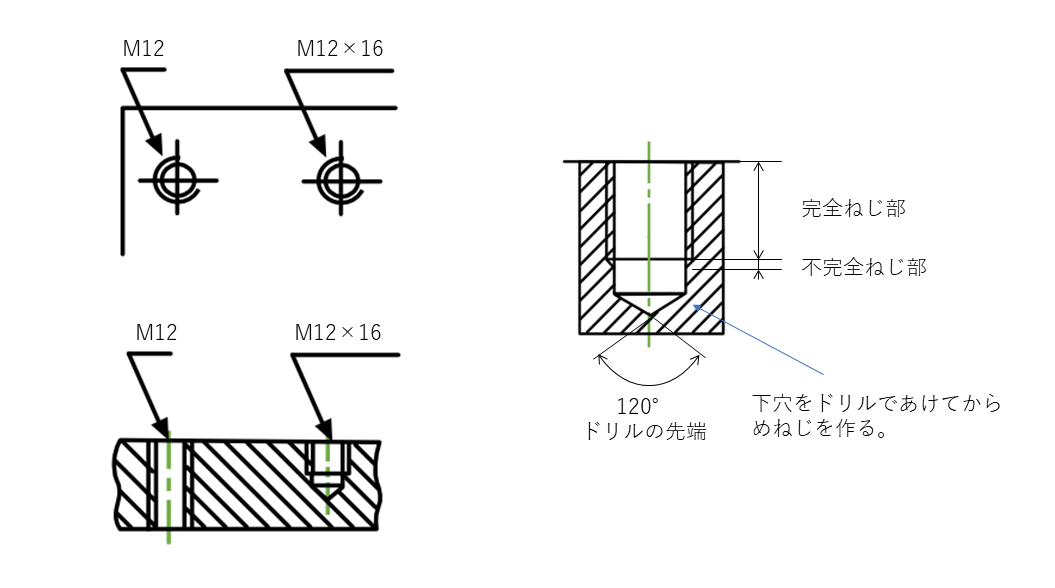
ねじ穴
ねじ穴は最初に下穴を空け、次にタップを立てる(めねじを作る)。貫通が不可であるときなど、下穴に気を付けなければいけないときなどは下穴を指示する。めねじの長さは通常、1.5D(M8なら12㎜)、少なくとも1D(M8なら8㎜)、長くとも2D(M8なら16㎜)を指示する。

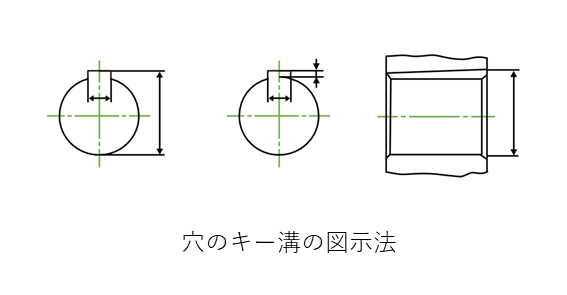
キー溝の穴
キー溝の製図は下記のとおりである。
コメント(β版)