
円筒度
円筒度とは、対象となる円筒状の部品が、理論的に正しい円筒形からどの程度歪んでいるかを表す幾何公差の一種である。JIS規格(JIS B 0621)においては、「円筒状の表面が、同軸の二つの幾何学的円筒の間にあるとき、その二つの円筒の間隔が最小となる値」と定義されている。単なる断面の丸さを示す真円度に対し、円筒度は軸方向全体の形状(テーパ、反り、太鼓形など)を三次元的に評価する点に特徴がある。

円筒度の定義と特徴
円筒度は、データム(基準)を必要としない形状公差に分類される。円筒形部品の表面全体を、半径の異なる二つの理想的な同心円筒で挟み込んだ際、その半径の差が指定された公差値以内に収まっていなければならない。円筒度の評価には、断面ごとの真円度、軸線の直線度、および表面の平行度が複合的に含まれるため、非常に厳格な精度管理が可能となる。
円筒度
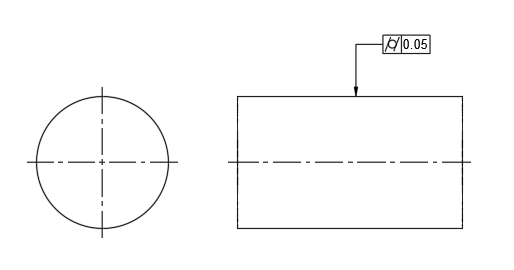
円筒度とは、外径に指示することで示す。下記の場合、測定した表面について、「半径方向の距離で、0.05だけ離れた同軸のふたつの円筒の間にある」ことを意味する。
真円度との違い
円筒度と真円度は混同されやすいが、評価範囲と次元が明確に異なる。真円度は特定の断面における二次元的な歪みを測定するのに対し、円筒度は円筒面全体を一度に三次元的に評価する。例えば、円錐状に細くなっている部品(テーパ)を真円度で測定した場合、各断面が綺麗な円であれば合格となるが、円筒度では軸方向の直径変化も誤差として検出される。
測定方法と評価
円筒度の測定には、主に三次元測定機や真円度測定機が使用される。測定子は円筒表面を螺旋状、あるいは複数の断面にわたってトレースし、得られたデータから最小二乗法などを用いて仮想の理想円筒を算出して誤差を導き出す。
- 三次元測定機:複数のポイントをプローブで接触し、空間的な座標から算出する。
- 真円度測定機:回転テーブルを用いて、高精度な変位計で軸方向の断面を連続的に走査する。
- 限界ゲージ:簡易的には通り止まりのゲージが使われることもあるが、厳密な数値評価には不向きである。
製造現場における重要性
製造工程において、円筒度の精度は機械の性能に直結する。特に高速回転するシャフト、エンジンのシリンダー、油圧シリンダーのピストンなどは、円筒度が低いと摩擦抵抗の増大、オイル漏れ、異音、偏摩耗の原因となる。設計者は部品の機能に応じて、必要な幾何公差を適切に指定する必要がある。
図面指示と表記
図面上で円筒度を指定する場合、幾何公差記入枠の中に「〇」を二本の平行線で挟んだような記号(円筒記号)を記入し、その右側に公差値を記載する。円筒度は対象物の表面そのものを規制するため、矢印は表面を指し示すように配置される。データム記号を伴わない点も、形状公差としての大きな特徴である。
関連用語の確認
円筒度の理解を深めるためには、他の幾何公差や加工技術との関連性を把握することが重要である。以下の項目は、設計や品質管理において密接に関連する。
| 分類 | 用語 | 内容 |
|---|---|---|
| 形状公差 | 真円度 | 円形断面の歪みを表す指標 |
| 形状公差 | 直線度 | 線状部分の真っ直ぐさを表す指標 |
| 姿勢公差 | 平行度 | 基準に対する面の平行具合 |
| 工作機械 | 旋盤 | 円筒形状を加工する代表的な機械 |
| 加工法 | 研削 | 高精度な円筒度を実現する仕上げ加工 |
| 評価工具 | マイクロメータ | 外径を測定するための精密測定器 |
| 材料特性 | 硬度 | 加工精度に影響を与える材料の性質 |
| 基礎単位 | メートル | 寸法公差の基準となる国際単位 |
円筒度の誤差要因
加工時に円筒度が悪化する原因は多岐にわたる。主な要因としては、工作機械の主軸の振れ、刃具の摩耗、加工熱によるワークの熱膨張、あるいは長尺物における自重によるたわみなどが挙げられる。これらを抑制するためには、芯間支持の調整や定温環境での加工、高精度な研削プロセスの導入が不可欠である。
コメント(β版)