ころがり軸受用座金
ころがり軸受用座金は、玉軸受やころ軸受などの転がり要素と組み合わせて用いる座金であり、軸方向の位置決め、スラスト荷重の受け、予圧の付与、取付面の面圧低減、摩耗・フレッティングの抑制といった役割を担う部品である。一般的な平座金と異なり、軸受の機能・寿命に直接影響するため、材質、硬さ、平面度、平行度、表面粗さ、寸法公差、面取りなどの仕様が厳格に求められる。薄板シムで微小な隙間を調整する用途から、スラスト荷重を直接受ける厚肉の座金まで用途は広い。
役割と機能
ころがり軸受用座金は機械要素の中でも「接触条件を整える」機能に特化する。主な機能は(1)軸方向クリアランスの調整、(2)スラスト荷重の分担・伝達、(3)接触面の面圧分散、(4)組立ばらつきの吸収、(5)潤滑環境の安定化である。適切な座金を用いることで、軸受の発熱・騒音・摩耗を低減し、所定の剛性や回転精度を確保できる。
主な種類
- シム座金:薄板で厚さ増しに用いる。0.01~1.00 mm程度の刻みを揃え、積層で微調整する。
- スラスト座金:スラスト荷重を受けるために焼入れした厚肉の座金。針状ころスラスト軸受などと組み合わせる。
- 予圧用座金:波形ワッシャやディスクばねと同様に弾性変形で予圧を与えるタイプ。低騒音化・ガタ取りに有用。
- 位置決め用カラー一体型:外径や内径側に突起・肩を設け、同心度と位置再現性を高めたもの。
設計要件と寸法公差
座金の外径・内径は軸受のシート形状に合わせ、面取りは軸やハウジングのR・C面を避ける寸法とする。厚さ公差は必要剛性に応じて選定し、スラスト受けには平面度・平行度の厳格管理が不可欠である。スライディングを伴う面は表面粗さRa0.2~0.8 μm程度が目安、転がり体が当接する面は傷や波紋を避け、うねりを抑える。組立後の端面振れ・軸方向ガタはダイヤルゲージで実測し、目標公差内に収める。
材料と熱処理
一般に炭素工具鋼や軸受鋼(例:SK材、SUJ系)を用い、焼入れ・焼戻しでHRC58~64程度に調整する。耐食条件下ではステンレス系(SUS)や窒化処理、黒染め、りん酸塩皮膜、硬質Crや無電解Niなどの表面処理で耐摩耗・耐食性を高める。シム座金はばね用ステンレス薄板も多用され、加工後の残留応力と反りを管理する。
接触応力と寿命の考え方
スラスト座金として転がり体と接触する面はヘルツ接触応力の評価が有効である。許容接触応力は材質・硬さ・潤滑条件に依存し、繰返し荷重では疲労寿命(表面起点のスポーリング)を考慮する。ピーク面圧を下げるには接触幅の拡大、座金厚さ・剛性の確保、面粗さの改善、潤滑剤の増粘や極圧添加が有効である。
予圧(プレロード)の付与
ころがり軸受用座金による予圧は、がた取り・共振回避・剛性確保に有効である。波形・皿形の弾性座金を併用し、軸受の温度上昇や熱膨張差を見込んで作動変位域の中央で働くよう特性曲線を合わせる。過大予圧は摩耗・発熱・トルク上昇を招くため、起動トルク・定常温度・振動(加速度)を指標に最適化する。
取付けと組立ての要点
- 座面清浄度:研磨粉・バリ・打痕を除去し、面粗さを維持。
- 位置決め:ダウエルや段付きで偏心を抑制、組立方向は一意にする。
- 潤滑:グリース(NLGI#1~2)や油浴、固体潤滑膜を条件に応じて選択。
- 測定:厚さ・平面度はマイクロメータ、平行度は定盤+インジケータで確認。
表面処理とトライボロジー
境界潤滑が支配的な条件では、MoS₂系固体潤滑、二硫化タングステン皮膜、DLCなどが摩耗・凝着を抑える。面圧が高い場合は極圧添加剤入りのグリースや油を選択し、転動面の初期なじみを短縮する。腐食環境では防錆油と封止構造を併用し、電食の恐れがある異材接触は電位差を考慮して対策する。
品質規格と検査項目
座金の品質は、硬さ、厚さ公差、平面度・平行度、外観欠陥(打痕・バリ・傷)、寸法の合否で判定する。ロットトレーサビリティを確保し、JIS/ISOの関連規格に基づく抜取検査、校正済みゲージによる測定、記録の保全を行う。スラスト荷重を受ける用途では、実機荷重・温度での評価試験(摩耗量、振動、トルク、温度上昇)を推奨する。
よくある不具合と対策
- フレッティング:微小振動で酸化粉が生成。面圧低減、表面処理、適正予圧で対策。
- ブリネル圧痕:過負荷・衝撃が原因。硬度確保と当て板設計で低減。
- 偏摩耗:平面度不足や偏心に起因。加工精度の向上と組立治具の改善が有効。
- 焼付き:潤滑不足・過大予圧。潤滑条件の見直しと放熱経路の強化で解消。
選定フロー
- 使用軸受・荷重・回転速度・温度を整理し、必要機能(調整/受荷/予圧)を決める。
- 種類(シム/スラスト/予圧)と材質・硬さを仮決めし、厚さ・外径・内径を算定。
- 面圧・剛性・熱挙動を確認し、表面粗さと処理、潤滑方式を決定。
- 試作・評価でトルク、温度、振動、摩耗を計測し、厚さ公差や予圧を微修正する。
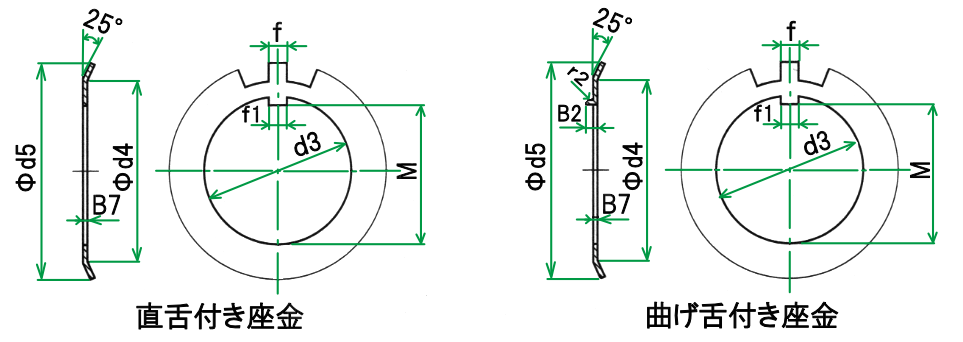
ころがり軸受用座金の寸法例
以下は、ころがり軸受用座金の寸法例である。詳細はJISやメーカーカタログを参照すること。
ころがり軸受用座金 系列AW
| 呼び番号 | AW-X,AW-A,AW-B | AW-A | AW-B | AW-A | AW-B | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 直舌(X) 曲げ舌(A,B) |
d₃ | d₄ | d₅ ≒ |
f₁ | M | f | B7 ≒ |
y (最小) |
B2 | B2 | r₂(参考) | r₂(参考) |
| AW00 | 10 | 13.5 | 21 | 3 | 8.5 | 3 | 1 | 9 | – | 3 | – | 1 |
| AW01 | 12 | 17 | 25 | 3 | 10.5 | 3 | 1 | 11 | – | 3 | – | 1 |
| AW02 | 15 | 21 | 28 | 4 | 13.5 | 4 | 1 | 11 | 3.5 | 4 | 1 | 1 |
| AW03 | 17 | 24 | 32 | 4 | 15.5 | 4 | 1 | 11 | 3.5 | 4 | 1 | 1 |
| AW04 | 20 | 26 | 36 | 4 | 18.5 | 4 | 1 | 11 | 3.5 | 4 | 1 | 1 |
| AW/22 | 22 | 28 | 38 | 4 | 20.5 | 4 | 1 | 11 | 3.5 | 4 | 1 | 1 |
| AW05 | 25 | 32 | 42 | 5 | 23 | 5 | 1.25 | 13 | 3.75 | 4 | 1 | 1 |
| AW/28 | 28 | 36 | 46 | 5 | 26 | 5 | 1.25 | 13 | 3.75 | 4 | 1 | 1 |
| AW06 | 30 | 38 | 49 | 5 | 27.5 | 5 | 1.25 | 13 | 3.75 | 4 | 1 | 1 |
| AW/32 | 32 | 40 | 52 | 5 | 29.5 | 5 | 1.25 | 13 | 3.75 | 4 | 1 | 1 |
| AW07 | 35 | 44 | 57 | 6 | 32.5 | 5 | 1.25 | 13 | 3.75 | 4 | 1 | 1 |
| AW08 | 40 | 50 | 62 | 6 | 37.5 | 6 | 1.25 | 13 | 3.75 | 5 | 1 | 1 |
| AW09 | 45 | 56 | 69 | 6 | 42.5 | 6 | 1.25 | 13 | 3.75 | 5 | 1 | 1 |
| AW10 | 50 | 61 | 74 | 6 | 47.5 | 6 | 1.25 | 13 | 3.75 | 5 | 1 | 1 |
| AW11 | 55 | 67 | 81 | 8 | 52.5 | 7 | 1.5 | 17 | 5.5 | 5 | 1 | 1 |
| AW12 | 60 | 73 | 86 | 8 | 57.5 | 7 | 1.5 | 17 | 5.5 | 6 | 1.2 | 1.2 |
| AW13 | 65 | 79 | 92 | 8 | 62.5 | 7 | 1.5 | 17 | 5.5 | 6 | 1.2 | 1.2 |
| AW14 | 70 | 85 | 98 | 8 | 66.5 | 8 | 1.5 | 17 | 5.5 | 6 | 1.2 | 1.2 |
| AW15 | 75 | 90 | 104 | 8 | 71.5 | 8 | 1.5 | 17 | 5.5 | 6 | 1.2 | 1.2 |
| AW16 | 80 | 95 | 112 | 10 | 76.5 | 8 | 1.8 | 17 | 5.8 | 6 | 1.2 | 1.2 |
| 直舌(X) 曲げ舌(A,B) |
d₃ | d₄ | d₅ ≒ |
f₁ | M | f | B7 ≒ |
y (最小) |
B2 | B2 | r₂(参考) | r₂(参考) |
| 呼び番号 | AW-X,AW-A,AW-B | AW-A | AW-B | AW-A | AW-B | |||||||
呼び番号は、直舌の場合は番号のあとに記号X、曲げ舌の場合は記号AまたはBをつけて表す。(記号Aは省略可)
X、A:国内仕様
Y:国際規格
B:国際規格においてA形に対して、主として曲げ舌長さB₂が異なる。
なお,記号Aの場合は省略してもよいことになっている。
直舌の場合は、番号のあとにXまたはY、曲げ舌の場合は記号Aをつけて表す。
fは、ロックナットの切欠き幅bより小さくなければならない。
Nは座金の歯の数で、ロックナットの切欠き数に合わせ、奇数個が望ましい。
ころがり軸受用座金 系列AW
| 呼び番号 | AW-X,AW-A,AW-B | AW-A | AW-B | AW-A | AW-B | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 直舌(X) 曲げ舌(A,B) |
d₃ | d₄ | d₅ ≒ |
f₁ | M | f | B7 ≒ |
y (最小) |
B2 | B2 | r₂(参考) | r₂(参考) |
| AW17 | 85 | 102 | 119 | 10 | 81.5 | 8 | 1.8 | 17 | 5.8 | 8 | 1.2 | 1.2 |
| AW18 | 90 | 108 | 126 | 10 | 86.5 | 10 | 1.8 | 17 | 5.8 | 8 | 1.2 | 1.2 |
| AW19 | 95 | 113 | 133 | 10 | 91.5 | 10 | 1.8 | 17 | 5.8 | 8 | 1.2 | 1.2 |
| AW20 | 100 | 120 | 142 | 12 | 96.5 | 10 | 1.8 | 17 | 7.8 | 8 | 1.2 | 1.2 |
| AW21 | 105 | 126 | 145 | 12 | 100.5 | 12 | 1.8 | 17 | 7.8 | 10 | 1.2 | 1.2 |
| AW22 | 110 | 133 | 154 | 12 | 105.5 | 12 | 1.8 | 17 | 7.8 | 10 | 1.2 | 1.2 |
| AW23 | 115 | 137 | 159 | 12 | 110.5 | 12 | 2 | 17 | 8 | 10 | 1.5 | 1.5 |
| AW24 | 120 | 138 | 164 | 14 | 115 | 12 | 2 | 17 | 8 | 10 | 1.5 | 1.5 |
| AW25 | 125 | 148 | 170 | 14 | 120 | 12 | 2 | 17 | 8 | 10 | 1.5 | 1.5 |
| AW26 | 130 | 149 | 175 | 14 | 125 | 12 | 2 | 17 | 8 | 10 | 1.5 | 1.5 |
| AW27 | 135 | 160 | 185 | 14 | 130 | 14 | 2 | 17 | 8 | 10 | 1.5 | 1.5 |
| AW28 | 140 | 160 | 192 | 16 | 135 | 14 | 2 | 17 | 10 | – | 1.5 | – |
| AW29 | 145 | 171 | 202 | 16 | 140 | 14 | 2 | 17 | 10 | – | 1.5 | – |
| AW30 | 150 | 171 | 205 | 16 | 145 | 14 | 2 | 17 | 10 | – | 1.5 | – |
| AW31 | 155 | 182 | 212 | 16 | 147.5 | 16 | 2.5 | 19 | 10.5 | 12 | 1.5 | 1.5 |
| AW32 | 160 | 182 | 217 | 18 | 154 | 16 | 2.5 | 19 | 10.5 | 12 | 1.5 | 1.5 |
| AW33 | 165 | 193 | 222 | 18 | 157.5 | 16 | 2.5 | 19 | 10.5 | 12 | 1.5 | 1.5 |
| AW34 | 170 | 193 | 232 | 18 | 164 | 16 | 2.5 | 19 | 10.5 | 12 | 1.5 | 1.5 |
| AW36 | 180 | 203 | 242 | 20 | 174 | 18 | 2.5 | 19 | 10.5 | 12 | 1.5 | 1.5 |
| AW38 | 190 | 214 | 252 | 20 | 184 | 18 | 2.5 | 19 | 10.5 | 12 | 1.5 | 1.5 |
| AW40 | 200 | 226 | 262 | 20 | 194 | 18 | 2.5 | 19 | 10.5 | 12 | 1.5 | 1.5 |
| 直舌(X) 曲げ舌(A,B) |
d₃ | d₄ | d₅ ≒ |
f₁ | M | f | B7 ≒ |
y (最小) |
B2 | B2 | r₂(参考) | r₂(参考) |
| 呼び番号 | AW-X,AW-A,AW-B | AW-A | AW-B | AW-A | AW-B | |||||||
呼び番号は、直舌の場合は番号のあとに記号X、曲げ舌の場合は記号AまたはBをつけて表す。(記号Aは省略可)
X、A:国内仕様
Y:国際規格
B:国際規格においてA形に対して、主として曲げ舌長さB₂が異なる。
なお,記号Aの場合は省略してもよいことになっている。
直舌の場合は、番号のあとにXまたはY、曲げ舌の場合は記号Aをつけて表す。
fは、ロックナットの切欠き幅bより小さくなければならない。
Nは座金の歯の数で、ロックナットの切欠き数に合わせ、奇数個が望ましい。
ころがり軸受用座金 系列AWL
| 呼び番号 | AWL-X,AWL-Y,AWL-A | AWL-X | AWL-Y | AWL-A | AWL-X | AWL-Y | AWL-A | AWL-X | AWL-Y | AWL-A | AWL-X | AWL-Y | AWL-A | AWL-A | AWL-A | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 直舌X,Y 曲げ舌 A |
d3 | f₁ | M | B7 ≒ |
d₄ | d₄ | d₄ | d5 ≒ |
d5 ≒ |
d5 ≒ |
f | f | f | N 最小 |
N 最小 |
N 最小 |
B₂ | r₂ 参考 |
| AWL24 | 120 | 14 | 115 | 2 | 133 | 135 | 133 | 155 | 151 | 155 | 12 | 12 | 12 | 19 | 17 | 19 | 8 | 1.5 |
| AWL26 | 130 | 14 | 125 | 2 | 143 | 145 | 143 | 165 | 161 | 165 | 12 | 12 | 12 | 19 | 17 | 19 | 8 | 1.5 |
| AWL28 | 140 | 16 | 135 | 2 | 151 | 155 | 151 | 175 | 171 | 175 | 14 | 12 | 14 | 19 | 17 | 19 | 10 | 1.5 |
| AWL30 | 150 | 16 | 145 | 2 | 164 | 170 | 164 | 190 | 188 | 190 | 14 | 14 | 14 | 19 | 17 | 19 | 10 | 1.5 |
| AWL32 | 160 | 18 | 154 | 2.5 | 174 | 180 | 174 | 200 | 199 | 200 | 16 | 14 | 16 | 19 | 19 | 19 | 10.5 | 1.5 |
| AWL34 | 170 | 18 | 164 | 2.5 | 184 | 190 | 184 | 210 | 211 | 210 | 16 | 16 | 16 | 19 | 19 | 19 | 10.5 | 1.5 |
| AWL36 | 180 | 20 | 174 | 2.5 | 192 | 200 | 192 | 220 | 221 | 220 | 18 | 16 | 18 | 19 | 19 | 19 | 10.5 | 1.5 |
| AWL38 | 190 | 20 | 184 | 2.5 | 202 | 210 | 202 | 230 | 231 | 230 | 18 | 16 | 18 | 19 | 19 | 19 | 10.5 | 1.5 |
| AWL40 | 200 | 20 | 194 | 2.5 | 218 | 222 | 218 | 250 | 248 | 250 | 18 | 18 | 18 | 19 | 19 | 19 | 10.5 | 1.5 |
| 直舌X,Y 曲げ舌 A |
d3 | f₁ | M | B7 ≒ |
d₄ | d₄ | d₄ | d5 ≒ |
d5 ≒ |
d5 ≒ |
f | f | f | N 最小 |
N 最小 |
N 最小 |
B₂ | r₂ 参考 |
| 呼び番号 | AWL-X,AWL-Y,AWL-A | AWL-X | AWL-Y | AWL-A | AWL-X | AWL-Y | AWL-A | AWL-X | AWL-Y | AWL-A | AWL-X | AWL-Y | AWL-A | AWL-A | AWL-A | |||
呼び番号は、直舌の場合は番号のあとに記号X、曲げ舌の場合は記号AまたはBをつけて表す。(記号Aは省略可)
X、A:国内仕様
Y:国際規格
B:国際規格においてA形に対して、主として曲げ舌長さB₂が異なる。
なお,記号Aの場合は省略してもよいことになっている。
直舌の場合は、番号のあとにXまたはY、曲げ舌の場合は記号Aをつけて表す。
fは、ロックナットの切欠き幅bより小さくなければならない。
Nは座金の歯の数で、ロックナットの切欠き数に合わせ、奇数個が望ましい。
コメント(β版)