
ピン穴
ピン穴とは、機械部品や構造物において、ピンを挿入して固定や位置決めを行うために設けられた穴である。機械部品や構造物の組み立てにおいて、部品同士を正確に位置決め、固定するための穴で、軸とともに、厳しい公差管理が行われる。ピン穴は精密に加工されることが多く、適切な公差を維持することで高い精度と強度を実現する。公差は、JISにより穴と軸の公差が規定され、これをはめあい公差という。
ピン穴の種類
ピン穴は、ピン(軸)に入れるための穴で、貫通穴と止まり穴の2種類がある。貫通穴は部品を貫通してピンを挿入できる穴で、強度や安定性が求められる場面で使用される。止まり穴は、ピンが挿入される深さが制限されている穴で、位置決めのために使用されることが多い。形状は通常のストレートピン穴がほとんどであるが、テーパ形状でより強く締め付けるテーパピン穴、スプリングピン用のスプリングピン穴がある。

ストレートピン穴
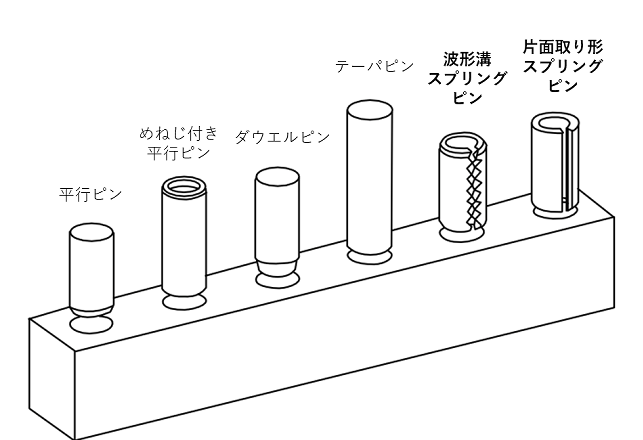
ストレートピン穴は、厳しい公差管理がされた普通の穴で、円筒形の平行ピンやダウエルピンの用途として使われる。部品同士を正確に位置決めし、固定するために使用される。ピンとの間に適切な「しめしろ」を確保することで、強固な嵌合が実現される。
テーパーピン穴
テーパーピン穴は、円錐形状のテーパーピンに対応するために、穴が先端に向かって細くなるように加工されている。テーパ穴にテーパーピンが挿入されると、穴とピンの間に摩擦力が生じ、より強く固定される。テーパーピン穴は、機械的な結合力が求められる機械や振動が発生する環境で使用される。
スプリングピン穴
スプリングピン穴は、スプリングピンのためのピン穴で、スリット付きのピンが適切に嵌まるようにわずかに大きめに作られているピン穴である。スプリングピンがピン穴の内部で広がることで、ピンがしっかりと固定され、振動や衝撃に対してもピンが脱落しにくい構造となっている。
ピン
ピンは、ピン穴に入れるための軸で、ボルトやねじとは異なり、主に摩擦や精密な嵌合によって固定されることを特徴とする。通常、円筒形や円錐形の形状をしている。機械的強度や耐久性に影響がでるため厳しい管理下で設計・製造されている。
ピン穴の加工方法
一般的な加工方法は、ドリル加工、リーマ加工、仕上げ加工が含まれる。ピン穴の直径と形状が非常に重要であり、誤差を最小限に抑えるために、通常は多段階の加工工程で少しずつ加工される。また、ピン穴の表面仕上げや形状精度も、ピンとの嵌合に直接影響を与えるため、非常に重要である。
はめあい公差
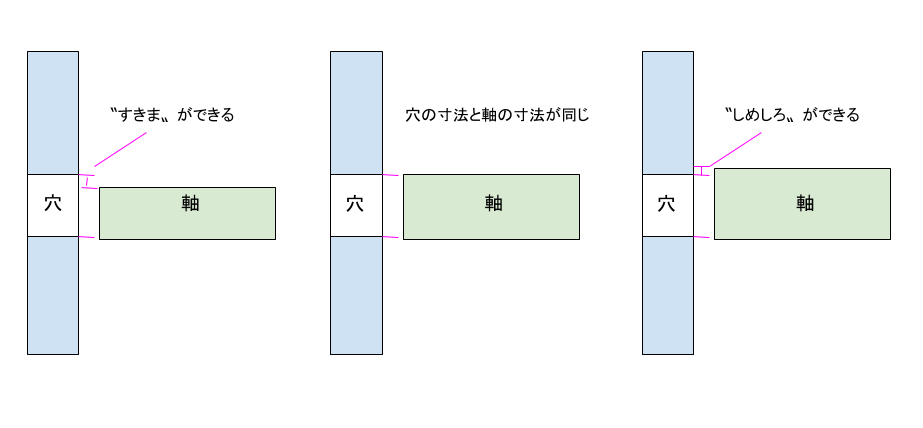
ピン穴は、JISにより、はめあい公差を基準とする。穴と軸のはめあいには、穴に対して軸が細い「すきまばめ」 と軸が太い 「しまりばめ (圧入)」がある。通常は「はめあい記号」が使用される。一般的には、穴径公差は同一(たとえばH7)で、軸径公差を変えて調整する。
すきまばめ
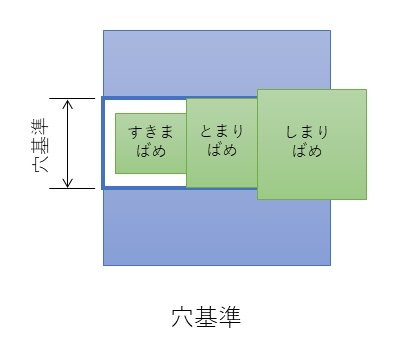
すきまばめのはめあい公差は、穴径公差H7/軸径公差g6を設ける。隙間のないしまりばめに比べて甘い公差だといえる。
しまりばめ
しまりばめのはめあい公差は、穴径公差H7、軸径公差r6である。
穴基準はめあい
はめあい公差は、穴径を基準とする穴基準と軸を基準とする軸基準があるが、穴径はリーマ加工で仕上げるため、寸法の精度出しが容易である。軸は旋盤で切削加工する必要があり、加工が難しく精度が出にくい。したがって、普通は穴基準で設定することが多い。
圧入ピンの下穴は貫通させる
ピンでしまりばめで圧入するとき、穴の中の空気を逃がすため、ピンの下穴を貫通させる必要がある。また、ピンを抜く必要が生じたとき、反対側の穴から棒を差し込むことで、簡単にピンを抜くことができる。

ピン穴の使用例
ピン穴は、機械工学や建築、自動車、航空宇宙産業など、さまざまな分野で使用されている。たとえば、エンジンやトランスミッションの内部における回転部品の固定、橋梁やビルの鉄骨構造における部材の結合など、多くの場面でピン穴が用いられている。
ピン穴のメンテナンス
ピン穴は、長期間使用すると摩耗や変形が生じることがある。このため、定期的な点検やメンテナンスが必要となる。特に高負荷がかかる部品では、ピン穴の損傷が重大な故障につながる可能性があるため、損傷が見つかった場合は適切な補修や交換が行われる。
コメント(β版)