
ねじ穴
ねじ穴とは、ねじやボルトなどの締結部品を挿入するために加工された穴である。おねじに対して、めねじともいう。通常、ねじ穴にはねじ山と呼ばれるらせん状の溝が刻まれており、これにねじがはまり込むことで物体同士がしっかりと固定される。ねじ穴は、ピッチや深さ、材質など加工に厳しい制約があるため、適切なねじ穴を作成することは、安全性や耐久性を確保するために不可欠である。
ねじ穴に適した素材
多くの金属には直接ねじ穴を作ることができるが、アルミニウムやプラスチックなどの軟らかな材料のねじはねじ穴を作ることには適していない。脱着を繰り返すに従い、ねじ山が壊れて使えなくなる。またセラミックスなど硬度が極めて高く脆い素材も加工が難しく壊れやすいためねじ穴には適していない。そうした素材にはヘリサートやブッシュを挿入するなどの工夫が取られている。(下記、ねじ穴の種類参考)
ステンレスのねじ穴
品物No.5「精密切削ステンレス 通り」
ステンレス鋼SUS304を削ったモノ。
外径28.00mm×厚さ19.98mm、M8めねじ付き穴径を測定する道具として作ったもの。外周の直径を精密に加工してあります。でもアラがあるので測定しちゃダメです(笑)
外観は上等です。M8ねじを付けてペーパーウェイトにどうぞ。 I pic.twitter.com/Bx659WrJzW— 「微細・精密加工」大好きな町工場 松浦製作所 (@bisai_matsuura) May 18, 2022
インサート(ヘリサート)
◎ヘリサート
…スプリング状で自在性がある。
事前にインサートねじ専用のタップと専用サイズの下穴で目的のサイズより大きいねじ(ピッチはおなじ)を加工しておき、そのインサートねじにインサート(ヘリサート)を挿入して使用。 pic.twitter.com/O6RlOpzDAZ— toryu(study)📚📝 (@toryu_study579) September 14, 2024
ねじ穴の種類
ねじ穴は切削加工によるめねじの製作が一般的であるが、切削加工では薄板や柔らかい素材にねじ穴を作ることは難しい。そのため、下記の種類がある。薄板に対して、薄板にねじ穴を作るバーリングタップ、ナットを溶接してめねじとするナット溶接、めねじが切っている小部品を挿入するナットサートがある。アルミや樹脂など柔らかい素材については、ヘリサート、樹脂用インサート、タッピングナット、石用接着ブッシュなどがある。

貫通穴と止まり穴
ねじ穴には大きく分けて「貫通穴」と「止まり穴」の2種類がある。貫通穴は部品を通り抜けて反対側まで開いている穴で、複数の部品を貫通してねじを固定する際に使用される。一方、止まり穴は穴の深さに制限があり、部品の一部にだけねじを締め込む場合に用いられる。加工に対しては、削りくずが溜まりやすいため、止まり穴の方が困難なことが多い。

ねじ穴の加工
ねじ穴の加工には、主に「タッピング」と「ねじ切り」という2つの方法が用いられる。タッピングは、穴をあけると同時にねじ山を形成する加工方法で、自動化された製造ラインで広く用いられている。ねじ切りは、すでに開けられた穴に専用の工具(一般的にはタップ加工が使われるが、旋盤や転造による加工も多い。)を用いてねじ山を削り出す方法で、精度の高いねじ穴が求められる場合に用いられることが多い。
タップ
ネジ穴の加工を行う工具をタップという。ドリルで下穴を空けて、タップと呼ばれる螺旋を切った工具を入れて削っていく。タップの先が底面に当たることがあり、下穴は長めに加工する必要がある。

M4以上のねじサイズを選択する
M3ねじの設計はタップが折れるリスクが高い、ねじ山がつぶれやすいたできる限り避けるとよい。市販のボルトは合金鋼で硬いため、とくにアルミニウムやプラスチックなどの軟らかな材料のねじで脱着を繰り返すと、ねじ山が壊れてしまう。M3のねじを使いたい場合は、インサートねじやブッシュなどを使うとよい。
ねじ深さ
ねじ深さは、ねじ径と同じ長さ(1Dと表記される。M8の場合はねじ深さ8㎜)以上が目安であるが、1.5D(M8の場合は12㎜)。薄板など深さを十分に取れない場合は、4ピッチ以上(M8のピッチは1.25のため、5㎜程度)が1.25が目安である。※目安のため企業や書籍では5ピッチのところもある。迷うときは市販のナットに合わすとよい。

| ねじ径 (mm) | ピッチ (mm) | 市販ナット厚み (mm) |
|---|---|---|
| M3 | 0.5 | 5.5 |
| M4 | 0.7 | 7.0 |
| M5 | 0.8 | 8.0 |
| M6 | 1.0 | 10.0 |
| M8 | 1.25 | 13.0 |
| M10 | 1.5 | 16.0 |
| M12 | 1.75 | 18.0 |
| M16 | 2.0 | 24.0 |
下穴深さ
ねじの下穴深さの目安は下記である。ヘリサートを使う場合より大きくなる。

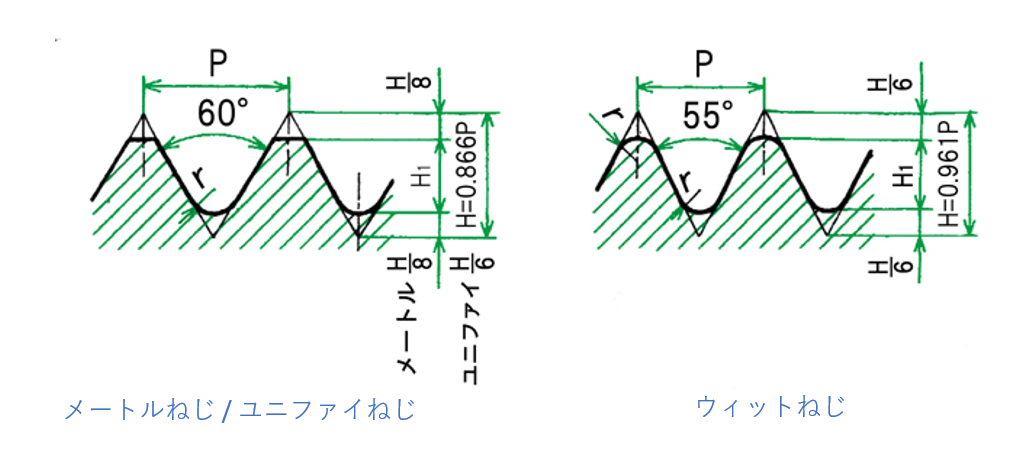
ねじ山の規格
ねじ山の規格は、国際的に標準化されており、一般的にはメートル法に基づく「ISOメートルねじ」や、インチ法に基づく「ユニファイねじ」が使用される。これらの規格に従ってねじ穴を設計することで、さまざまな部品間で互換性が保たれる。規格にはピッチ(ねじ山の間隔)や、ねじ山の角度などが細かく定められており、用途に応じて適切な規格を選ぶ必要がある。
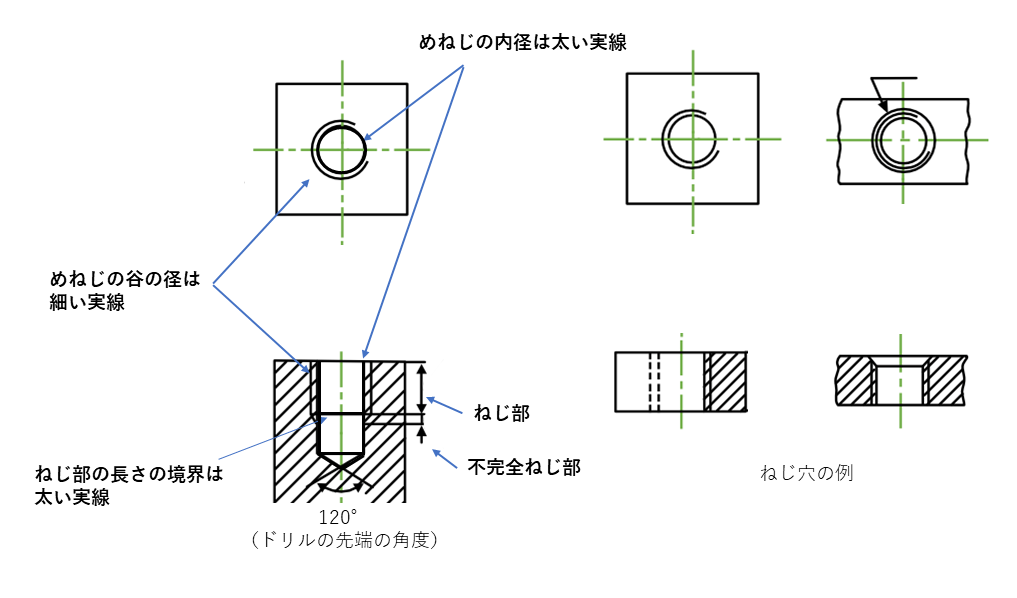
めねじの製図
めねじの製図は下記の通りである。
ねじ穴のメンテナンス
ねじ穴は使用頻度が高くなると、摩耗やねじ山の欠損が生じることがある。このため、定期的なメンテナンスが必要であり、特に高負荷がかかる部品では、ねじ穴の再加工や補修が行われることがある。ねじ山が損傷した場合、ヘリコイルなどの補修用のインサートを使用することで、ねじ穴を修復することが可能である。
コメント(β版)