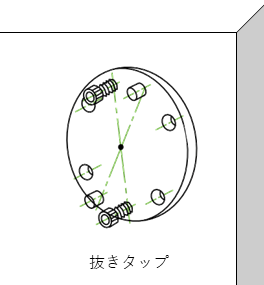
抜きタップ 2024.04.20 抜きタップ 抜きタップとは、フランジなどを分解するとき、フランジにあらかじめ、ねじ加工を行い、ボルトを用いてジャッキアップで引きはがす。大きなカバーではノックピンにせっきんさせて抜きタップを加工する。