平行ピン
平行ピンとは、2つの部品の位置を正確に出すための機械要素で、一方の部品に平行ピンを打ち込み、他方の部品をそこにはめ込むことで位置決めを行う。組立精度が求められ、効率もよくなる。はめあいはF8h8が多い。
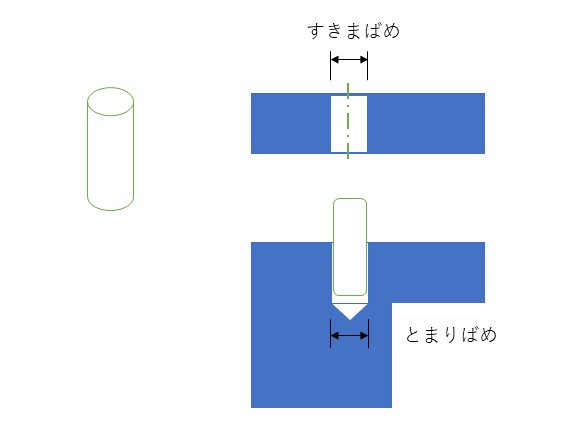
はめあい
平行ピンは厳しい公差ではめあいを行う。加工工場では、F8公差リーマを所持しているところが多く、はめあいは、打ち込みピンにしっくり合わせるF8h8が適用できる。
穴加工
2つの穴は部品を組み立てて位置を出し、共加工で下穴を開け、個別にリーマ加工する。
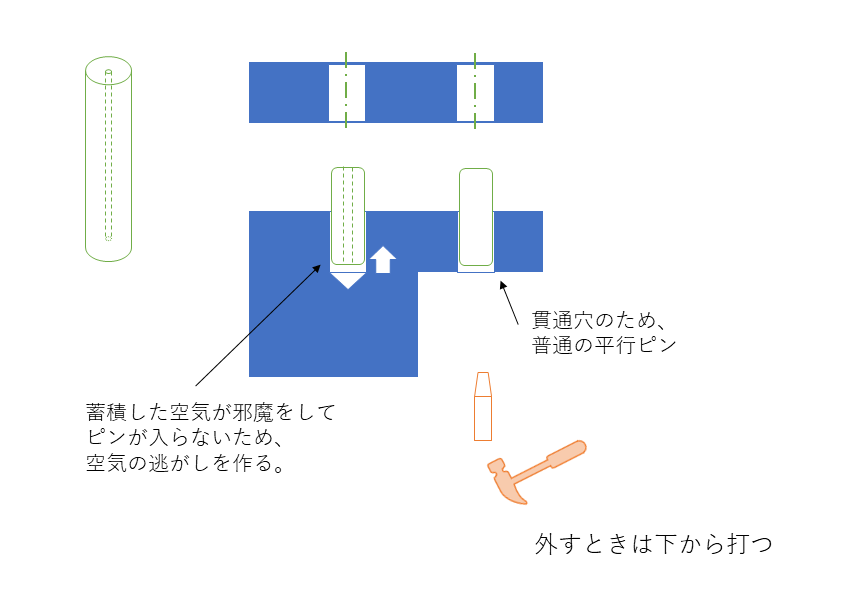
エア抜き
ピンには空気が溜まるため、それを抜くためのエア抜き(エアベント)溝つきのものがある。エア抜きがないものは、空気が圧縮して入りにくくなったり、また溜まった空気が熱で膨張したときに問題を起こすことがある。