 工学
工学 セブゼロ処理
サブゼロ処理
サブゼロ処理とは、鋼の熱処理のうちのひとつで、焼入れした後に、液体窒素などで0℃以下まで急冷させる方法である。マルテンサイト組織に変化することで、硬度を上げることができる。
工学 工学 工学 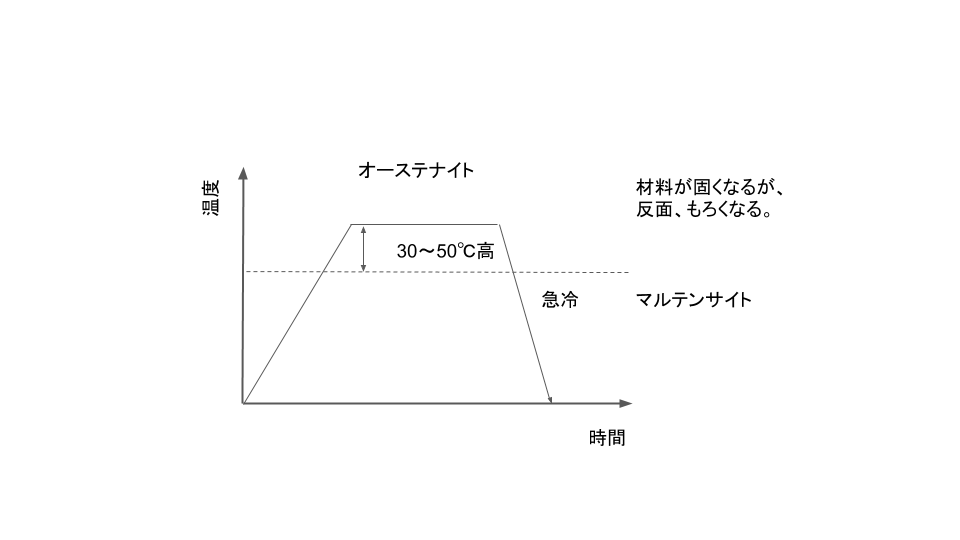 工学 工学
工学 工学  工学
工学  工学
工学  工学
工学  工学
工学  工学
工学